NickJ
-
Posts
3,956 -
Joined
-
Last visited
-
Days Won
1



.thumb.png.5a526e0f2da8dfc8b3ddaa125773c302.png)

NickJ's Achievements
Committed (5/5)
10.4k
Reputation
-
Keen to hear how you find that machine, sounds pretty useful in the vid
-
What sort of buy in cost is required for a newb to attend? Bike experience limited to AG100 on the farm. Bike + safety gear = ?
-
Tried all those, some are repeats, no further progress I can get into the "Shared folder" but not the local user folder. I can share folders within the local user folder and see them on another computer, but not open them, comes back as location not found.
-
oooh, there are some moves there I have not tried!
-
Weekend at Barrys
-
Put me down as keen, happy to get involved changing tyres/brewing coffee
-
Is it not up to the lines company to maintain infrastructure?
-
Sounded good to start with, but no luck. This is getting close to being so simple, so simple that it will be embarrassing.
-
Sounds about right, keen to hear if you remember anything, so far following internet guides and AI have gotten nowhere that even some new search terms would be good
-
You would be very welcome, bonus points if you park a period correct Telecom Sierra out front
-
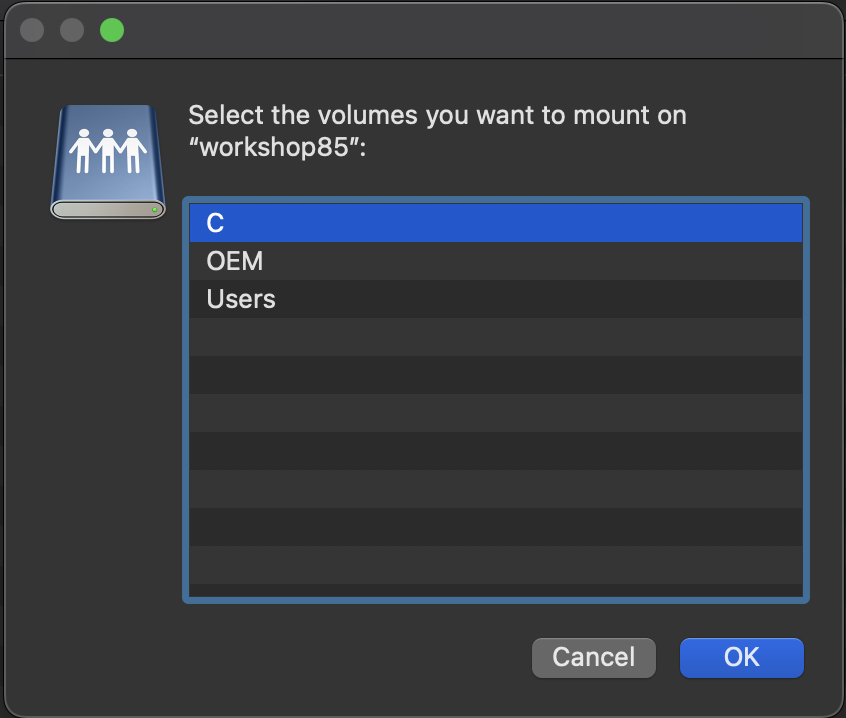
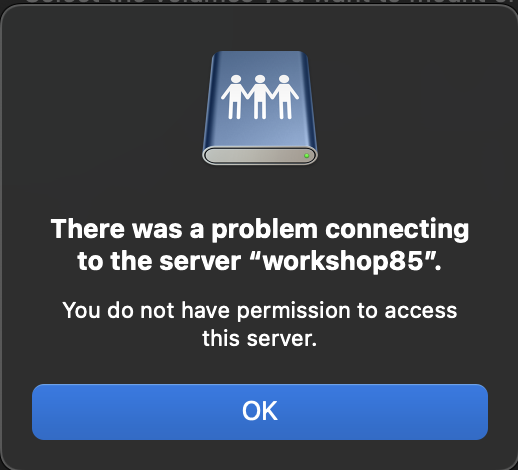
I can get this far I got "C" and "OEM" to show in that list by right click/properties/share but as soon as I select them it gives this Password sharing is turned off, so is the firewall, and on 40-56bit encryption, 128 didn't show at all. My linux computer has exactly the problem, can see the windows machine but thats all

-
Correct, I can get folders to appear like that, but as soon as I try to open them it says I don’t have permission or it can no longer find them. I have changed all the permissions at every level to allowed, no change
-
Anyone here know the secret sauce to get windows 10 to allow network access to more than the public folder?
-
Getting my feet wet learning the inner workings of Linux and Windows, managed to network the workshop PC and CNC, no more memory sticks to transfer gcode, just post direct to the machine. Pretty good for a Tuesday