Nominal
-
Posts
37,315 -
Joined
-
Last visited
-
Days Won
347
Content Type
Forums
Downloads
Events
Gallery
Everything posted by Nominal
-
Last on the list was the transmission mount - the one there had gone a bit squishy over the years. How hard could that be? I ordered a generic Ford C4 mount - this seemed a good risk as they didn't have many different ones and it was only $30 or so and shared shipping with the fuel pump. Once it turned up I crawled under the car (still jacked up with the coilovers out) and it seemed roughly similar. Now luckily we have met a neighbour up the road who has some hot rods, and most importantly a 2-post lift in their shed which wasn't currently in use. After finishing up the fuel pump boondoggle last Saturday I arranged to take it up on Sunday, then proceeded to have some beer and G+T. Sunday rolled around and I was feeling a little dusty. We pottered up the road and arranged the car on the lift. Due to the chassis shape it took a couple of goes to get it well balanced and up in the air. The mount was easy enough to unbolt, just two lower studs though the mount plate (welded to the crossmember) and a couple of bolts up into the transmission. So far so good. The big problem was getting it out of the space it was in - not enough room to slide it forward due to the trans casing. Not enough room to go backwards due to the crossmember shape: No problem, grab a tall adjustable stand and life the rear of the transmission up, right? Well, wrong, it wouldn't move up far enough before the linkage hit the floor of the car. Even unbolting the linkage wouldn't give much more movement. At this point I was a bit over the whole thing. The crossmember is bolted in, but uses cap screws and some of those looked pretty inaccessible. Also the body is bolted down to the crossmember through the front floorpans. Rather than continuing I called it quits for the day and had a couple of beers with the shed owner. He was good enough to let us leave it up there so I went back on Monday after work to attack it again. First thing was to lift up the front carpet and deal with those body mount bolts. Hello? What's this? Hmm, a removable panel in the transmission tunnel! Well, that could be handy. I unscrewed it and chucked it out on the floor. This looks promising Now there is more room to lift the rear of the transmission up for clearance. So, back up in the air and give it a go. I lifted the trans as much as I could but still no dice, hmm what is hitting now? Oh the front UJ? Well I could get that out of the way by removing the driveshaft so that was the next step (and mess on the floor). Now I had enough clearance to get the old one out, and (with a bit of a struggle) the new one in. Pic of the old and new, I was a bit greasy so not the best on the camera. The new one had an extension piece out the back which I cut off, otherwise it wouldn't fit into the crossmember shape. After that it was mostly a 'reverse of the removal' process. I did tweak a radiator hose clamp around a bit as it was rubbing on the balance making a weird noise. So WOF acquired later in the week! I need to replace a spark plug lead that is burn on the exhaust, and put some coolant in it instead of water, then it should be good to go for the next few months.

- 111 replies
-
- 21
-

-
Sheesh, I reckon you need a better WOF man.
-
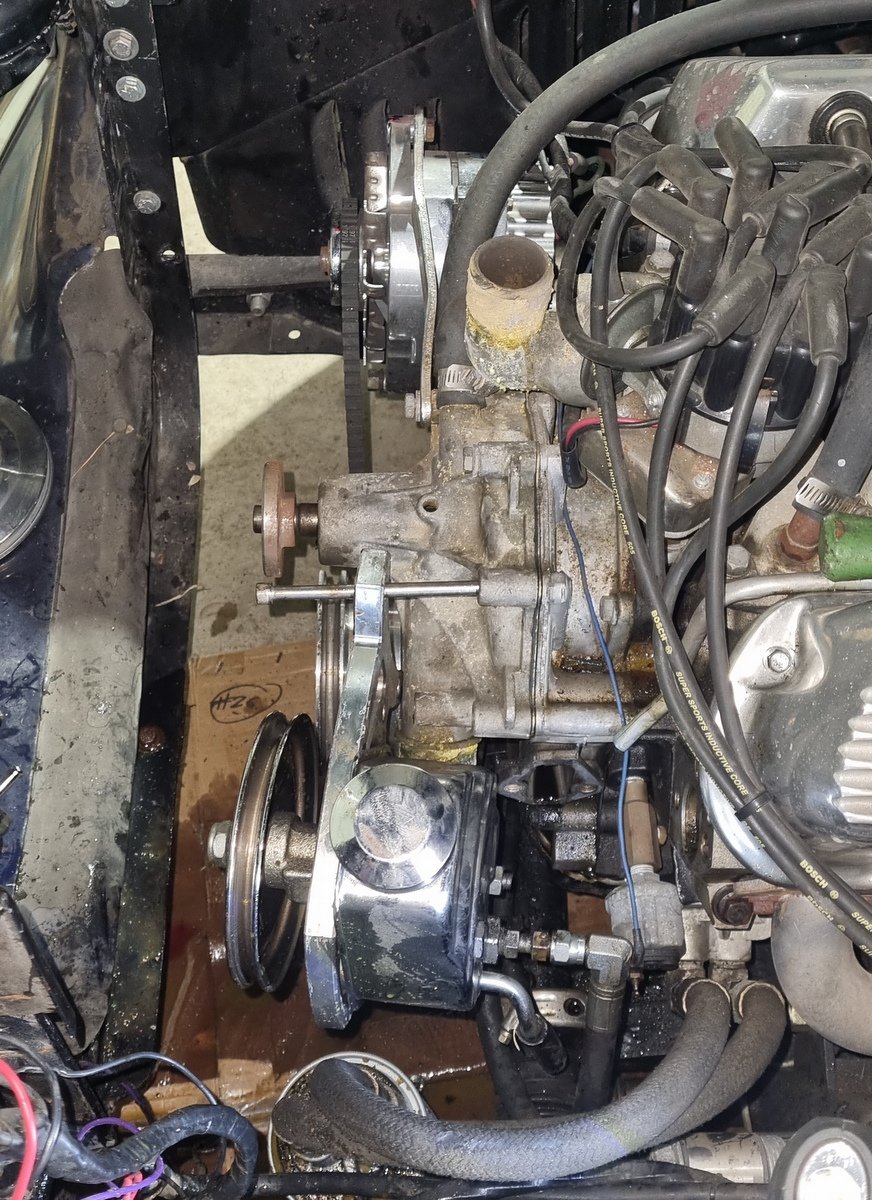
Repost from spam: Replace the fuel pump the WOF man says, right, how hard can that be. Hmm, things are tight there, need to remove the power steering reservoir Oh the long capscrews that mount that also hold the water pump and coolant leaks when you remove them So, move the car out and drain the coolant. Now one of the long capscrews doesn't clear the water pump pully. Oh, to get that off I'm going to have to remove the radiator. Better take the battery and battery tray out first. Oh, need to remove the overflow reservoir to get to the radiator bolts The radiator retaining bolts are out except one, why won't it come out? Ah, there are some radiator bracket bolts that stop it lifting out, remove those. Now what? There is one retaining bolt that won't push back to provide clearance. Right, there are another five radiator bracket bolts, the heads of which prevent the radiator moving towards the engine. Unbolt those, after removing the two earth leads that are also connected which double nuts. Haul the radiator out with difficulty. Now I can remove the crank pully Now I can remove the PS reservoir, which leaks PS fluid on the floor. Now I can remove the fuel lines crammed in below the PS reservoir Now I can remove the fuel pump. Hmm, the carter one I got to replace it will work, but the body is smaller so I'll see if can get something better. Might as well replace the fuel lines and fuel filter as well. Radiator hoses probably need replacing. Better do the water pump bypass hose too. And better get some brakeclean spray. OK so got it back together, cleaned a few bits up in the process and managed to get some hoses that could be cut to work. This was still not the worst job.....
- 111 replies
-
- 22
-
-

4V Century V8 powered Dyna Camper Discussion
Nominal replied to HumberSS's topic in Project Discussion
Chase stock U-bends, not sure if you have tried their parts? e.g. https://www.chase.co.nz/catalogue/TRUB63.html?id=6610 -
OK, so new town new WOF man. Nothing too serious I though, lower front coilover bushes, fuel pump leaking, and transmission mount a bit rooted. Coilovers first, pretty easy to get out just jack up, remove wheels and remove the top/bottom mounting bolts. Coilovers are Aldan I think. The polyurethane bush was a bit out of shape one each side. I couldn't get an exact fit locally, but these generic ones would do the job, after cutting in half and trimming down to size using a power file. Autolign had only one black, so I ended up with a red one on one side. And fitted back up without too much bother. This turned out to be the easiest job of the three by a comfortable margin.
- 111 replies
-
- 16
-
-
Nice update. Hydraulic lifters sound a bit ticky? Coincidentally someone left this comment on my ticking 186 Youtube video just recently (a video uploaded in 2019)
-
You missed some
-
I'm going to put the carter one in and send it, need the car running / legal.
-
Mechanical fuel pump Q The old and new (Carter 6588). The new pump is quite a bit smaller, hopefully will pump enough? I don't know anything definite about the engine, a 347 or 357 stroker windsor I think. Plumbing is tight down there so I'd like to run the same style with the bottom plumbing. Any thoughts @anglia4? Edit: The old one looks more like this Delphi MF0065, can get one from RockAuto but shipping is a burn. 40 gph though.
-
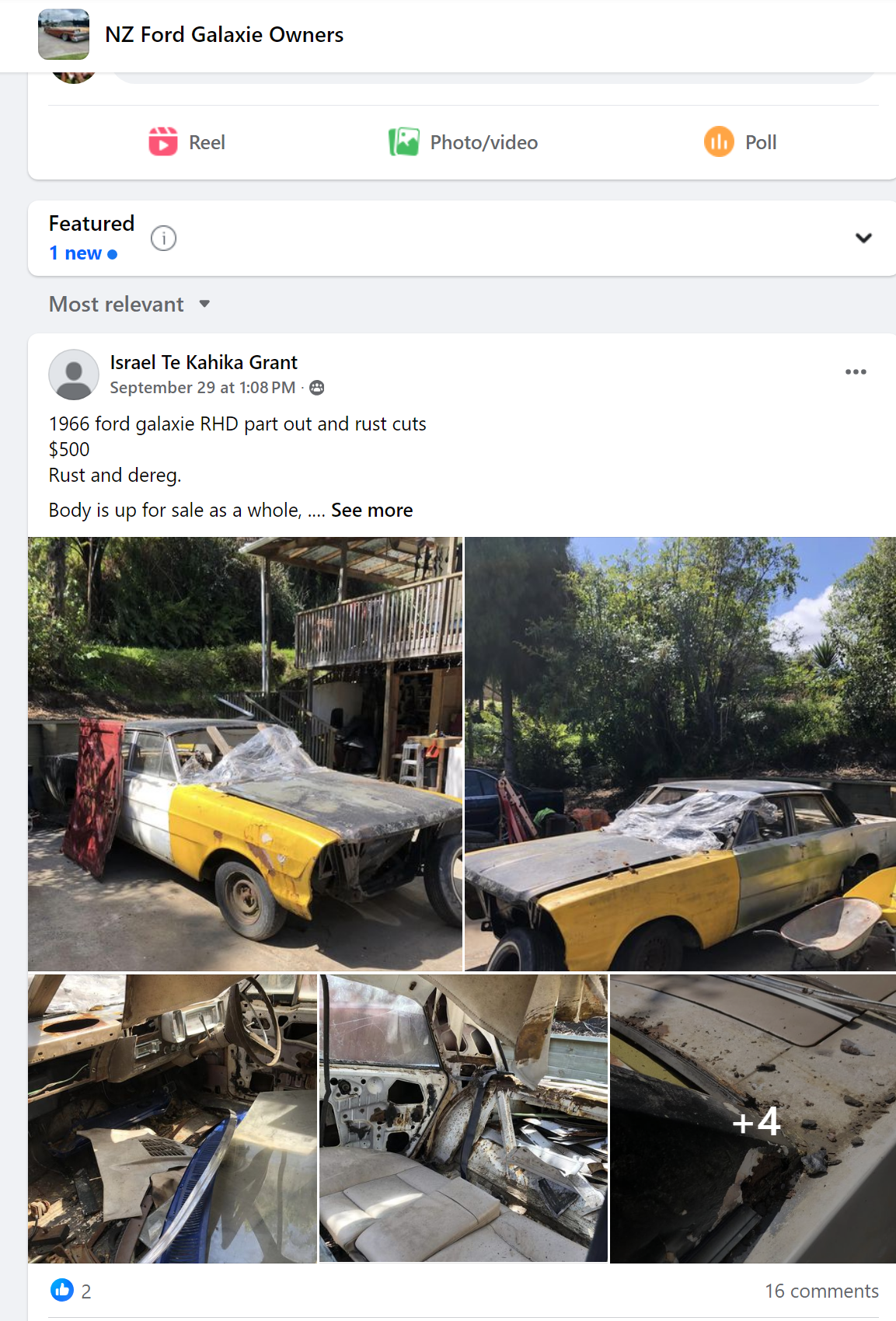
This one looks to have a bench seat in it still?
-
I was visiting Henrys Rodshop in Katakati recently and they were in the process of getting some sort of manufacturer approval from LVVTA for their front ends, I understand they have bought out the Jalopy Engineering designs. They were building an HG Monaro or similar I think, looked nice. This is a pic from the JE FB
-
Good work on getting it WOF ready - make sure to give the brakes a good workout on the way to the WOF man.
-
Yes, that must be pretty common with imported cars.
-
Going to need LVVTA cert.
-
I've had to grind some off the OD of a plug socket to work on some tight locations. Also you can use a spanner on the hex on the end of the socket for tricky ones.
-
Oh hey
-
Just get wheels that fit right!
-
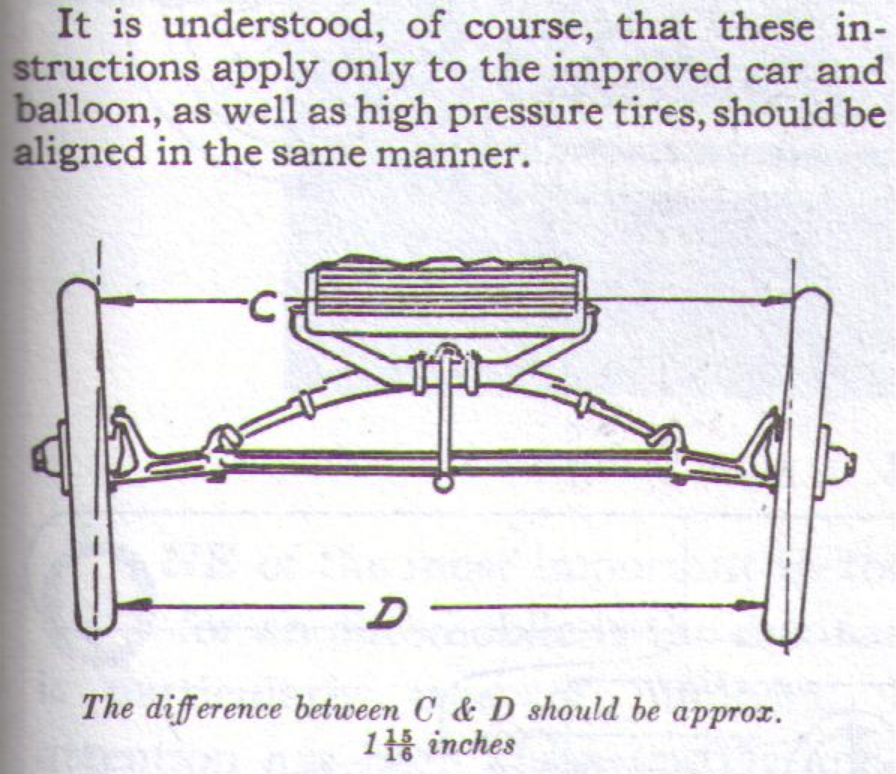
Thanks @johnny.race, that makes it really clear.
-
It's a journey. Did you know that 289 and 390 are just one key over for each number on the keyboard. Also I dunno why people put those sniper EFI units on, must be good marketing spend by Holley.
-
This shows what is inside the unit https://nzperformancecar.co.nz/2014-12-17-weekend-workshop-two-wheeling/
-
This is an LSD centre (or better be), it's an old pic I have stored online. Currently it is bolted into a housing.
-
Mine's a 390 with the 2V economy carb. I haven't worked out the mileage for a long time
-
FE > Windsor That's all I'll say.
-
Pretty old/weird