


bean.101
-
Posts
136 -
Joined
-
Last visited
bean.101's Achievements
Advanced Member (3/5)
560
Reputation
-
More progress. Front guards and front panel removed. I have bought old new stock Mexico Gaurds. And the front panel had rusted out where the number plate mounts. So new front headlight panel to be fitted. I will fit some new flitch panels. Rust sorted. Ready for the new panel.

-
So the rear panel between the tail lights has had a shunt. The boot has also been pushed in aswell. So i managed to find another boot lid and went Palmside for more panels So i left it with my panel beater to sort out. He had to sort a few rust spots. Panel fitted.
- 27 replies
-
- 14
-

-
So it's been a while since i dropped the escort off at the panel beaters, but there has been some progress lately. Here's a few shots of the rust thats to be addressed. At this point my panel beater has suggested to fit a new roof skin.
- 27 replies
-
- 10
-
-
Finished result. Bumper on the right is the one that has just been re chromed. Also with the virus stopping work my escort is off to get its rust cut out. I have built a engine for a chap that is sorting my rust in return. He's not working so he said if I can get it to him he'd have a crack at the rust over the next 4 weeks. So I shoot into palmside for a front panel and some new front floor panels. Also bought a Pipercross air cleaner while I was at Palmside. Escort loaded up. Once I dropped it off I removed the passenger door. It has a few creases in it so I have a project to keep me entertained trying to straighten that out. I also have to fit new guards to my car transporter. I mounted the set on it at the moment too close. So the next set will have more clearance, but I still want to be able to open the doors of the vehicle once loaded.
-
I bought some quarter bumpers two from the back of a van so they where both just painted. I rung around trying to find out how much it was going to cost to re chrome them. I had some over the phone quotes of around $300-$350 so when the chap that sold me the two van rear bumpers had a single chromed bumper for $40 i jumped on it. Then id only need to get one of my van unchromed bumpers chromed. Here's a pic of one of the painted fear van bumpers So I put the van bumper in our acid bath at work and whiched stripped the paint off. It had a small crease in it where the bumper bracket had been pushed into it. So I hammered that out the best I could. I then took this down to Christchurch Metal Finishers and was surprised when I was only quoted $40 to re chrome this. The reason for it being cheaper than my phone quotes was that it didn't need to be de chromed and was prepped and ready to go straight in the baths.
-
So started by cutting up a few 90degree bends. Then started to try replicate the orginal exhaust so the new exhaust will run in a similar path. Was intending on making some headers. But just decided to clean up the old factory headers for now. Coat of exhaust paint. Finished
- 27 replies
-
- 17
-
-
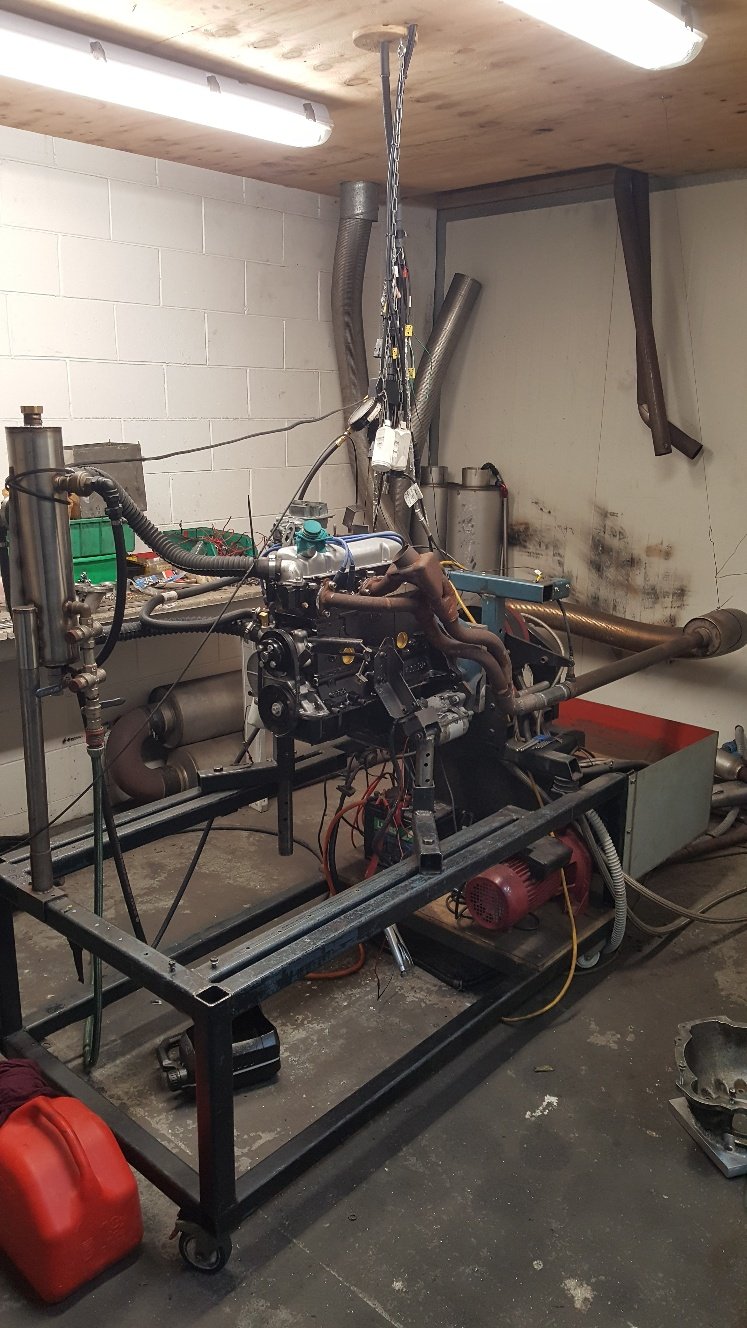
So I've fitted the engine here's a picture of it about to go on its maiden voyage. So I don't have a exhaust on it other than the orginal sport headers. So I thought it's time to sort the exhaust. So I bought a muffler and some V bands. I also made a bracket for a couple of gauges. Here's a shot of the orginal exhaust on the left and some stainless 2inch pipe I bought of my old work mate that owns a metal recyclers now. If you want cheap stainless pipe for a exhaust scrap yard is where to go.
- 27 replies
-
- 14
-
-

-
Yes im trying to keep it cheap distributor and carb wise. Im possibly thinking of EFI in the future some time after getting it reregistered. But the Bluetooth mapable units sound good. Also a bigger cam would bleed off some compression at lower rpm. But will just try the regraphed dizzy for know. Which im sure ill probably regret and wish I spent more on a decent unit.
-
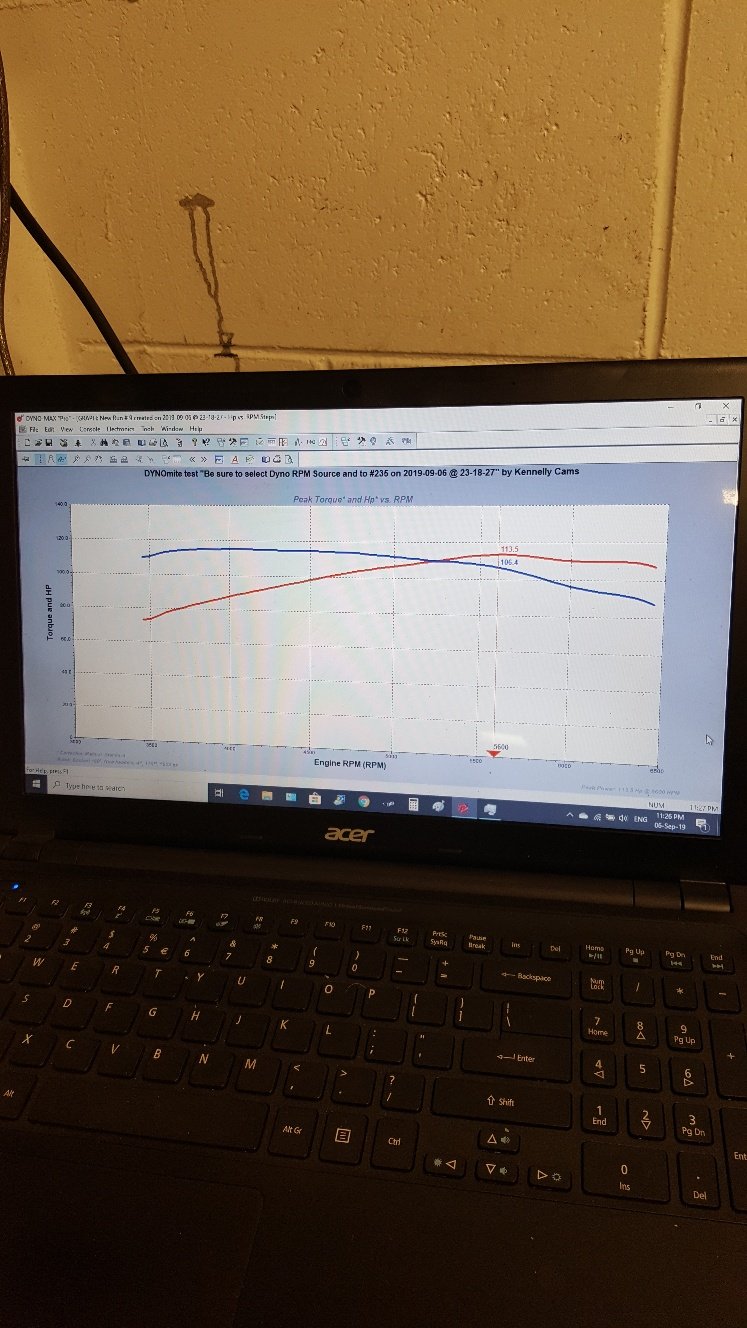
Yes id say some sidedraphts would definitely help out. The cam is pretty small aswel not much bigger than a GT spec, so I wasn't expecting to much power. But was hoping to hit 120hp it tips over really early so it will never make a good dyno number. 113hp 5500 rpm will have to do for now. I need to get the distributor regraphed cause the high comp and small cam make it det at lower rpm. I don't know much about the factory sport 4-2-1 headers, but I imagine they may be on the small side primary size wise. If anyone has any experience with them it would be interesting to here.
-
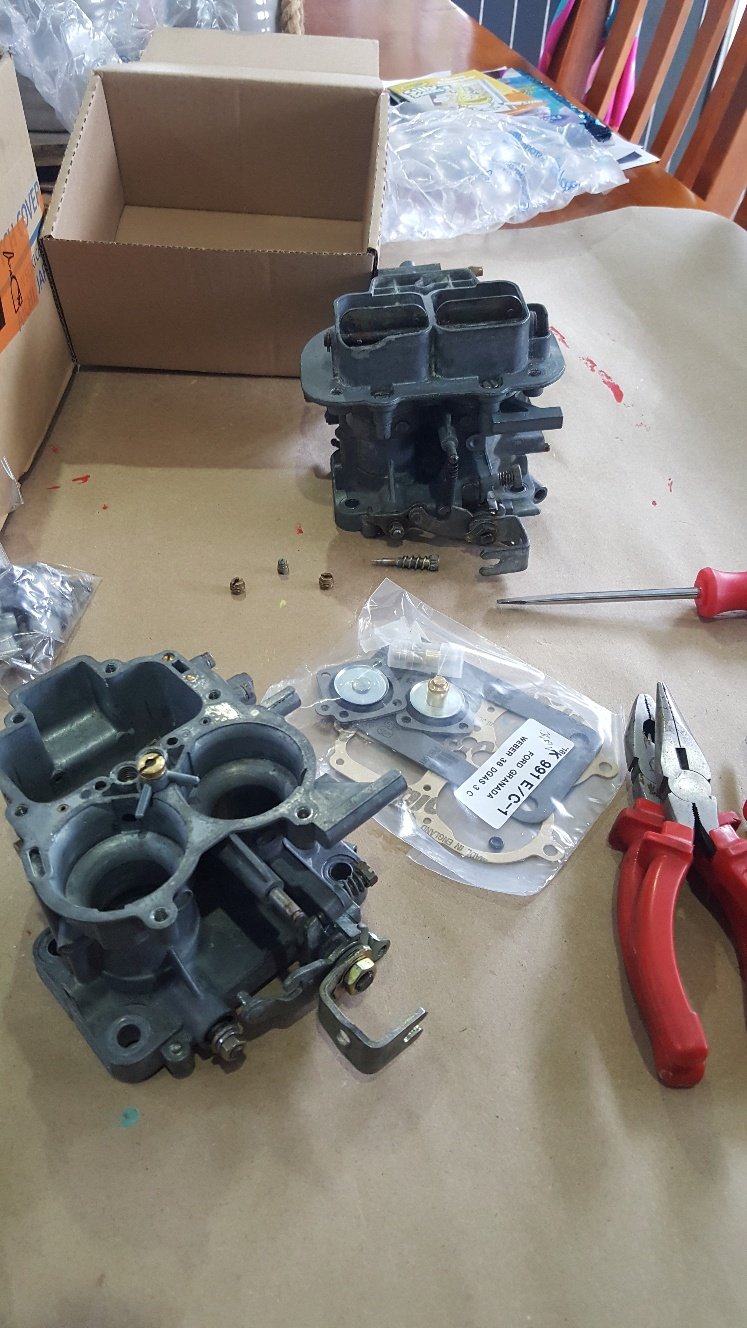
Took the gearbox into work and gave it A good clean out. Then onto putting new gaskets through the 32/36 Weber I'd bought a few months back. I made one carb from two. Then fitted carb and manifold up. Found the old exhaust headers that came with the car and bolted them up. Then I took it down to Kennelly Cams to run it up on the dyno. Run it up and found air fuel ratio weren't to far away. The distributor was pretty average and the mechanical advance was coming in at 2000rpm so with the high comp it was det monster. So we backed of the static timing a bit and ran it up. It made a whopping 113hp. So I was a little disappointed. I was hoping to crack 120hp but apparently the intake manifold is the main reason for holding it back. The cam is pretty small so it was never going to make a big amount of power. With good low down torque it should drive nice.
- 27 replies
-
- 15
-
-
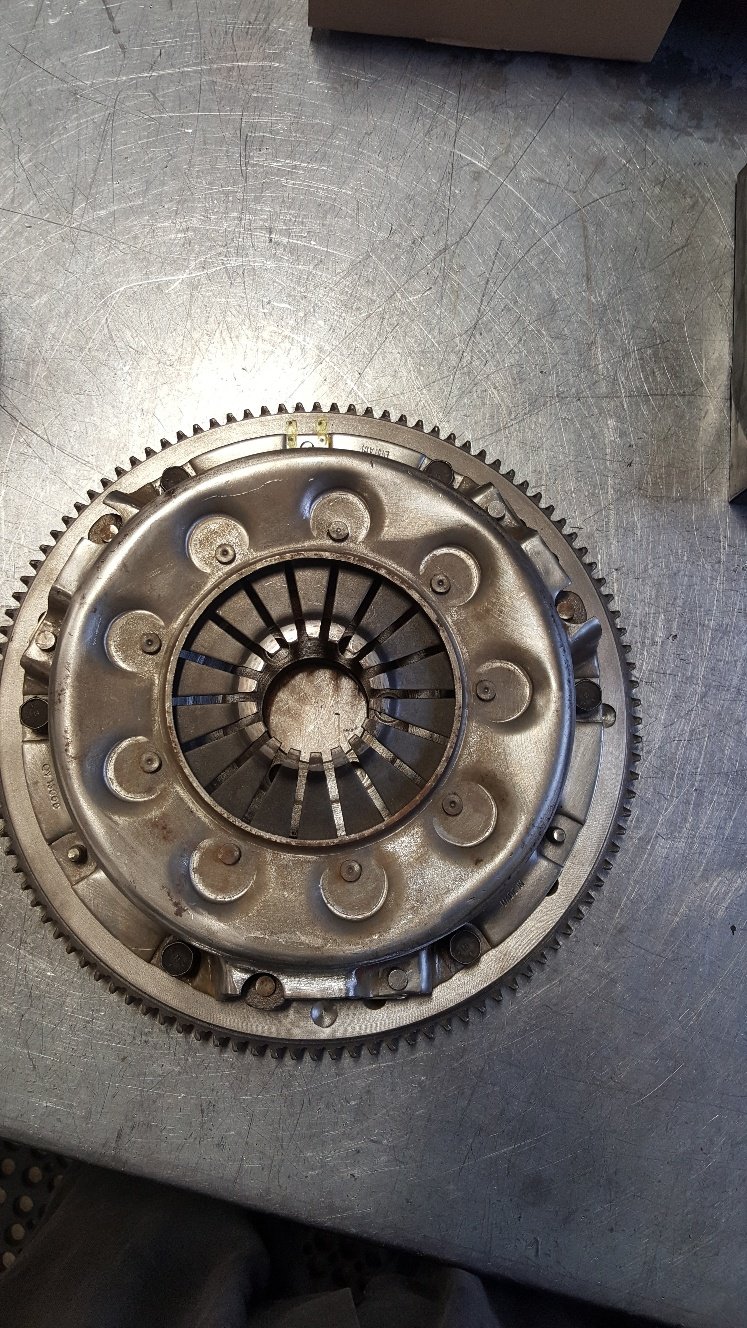
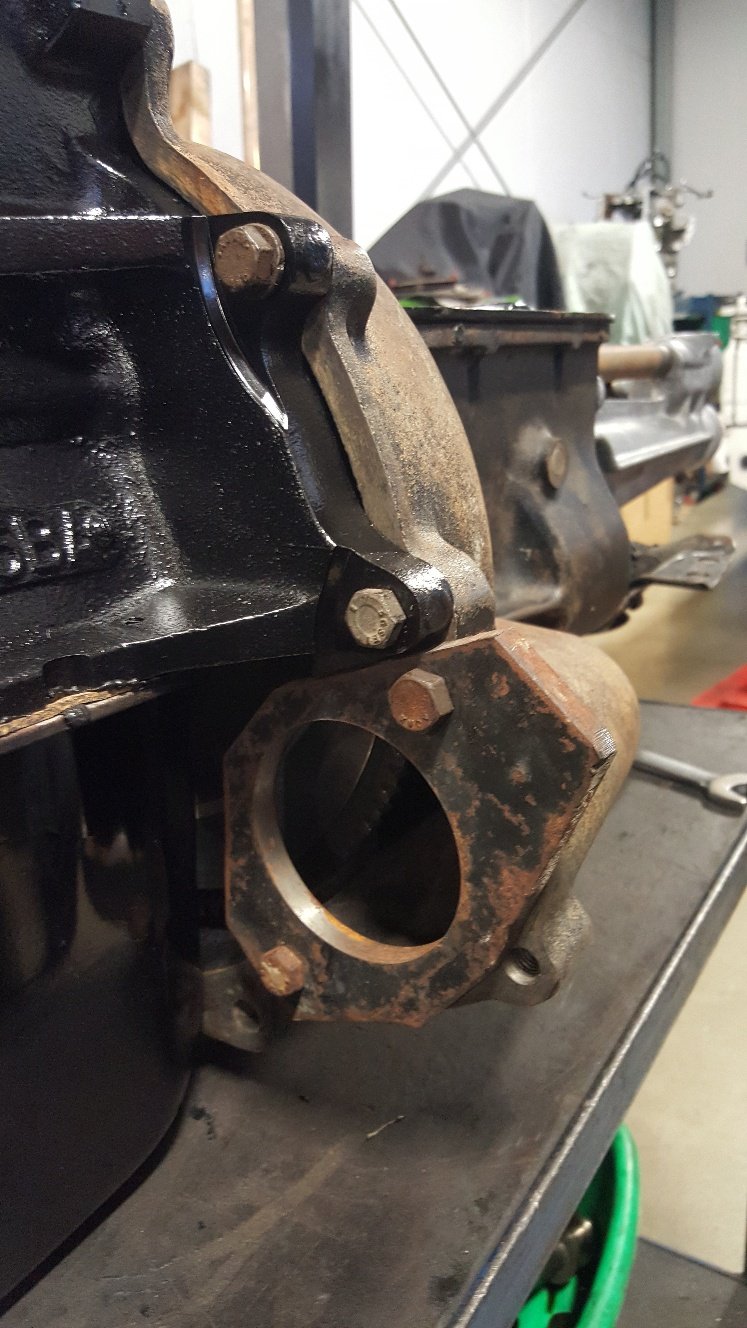
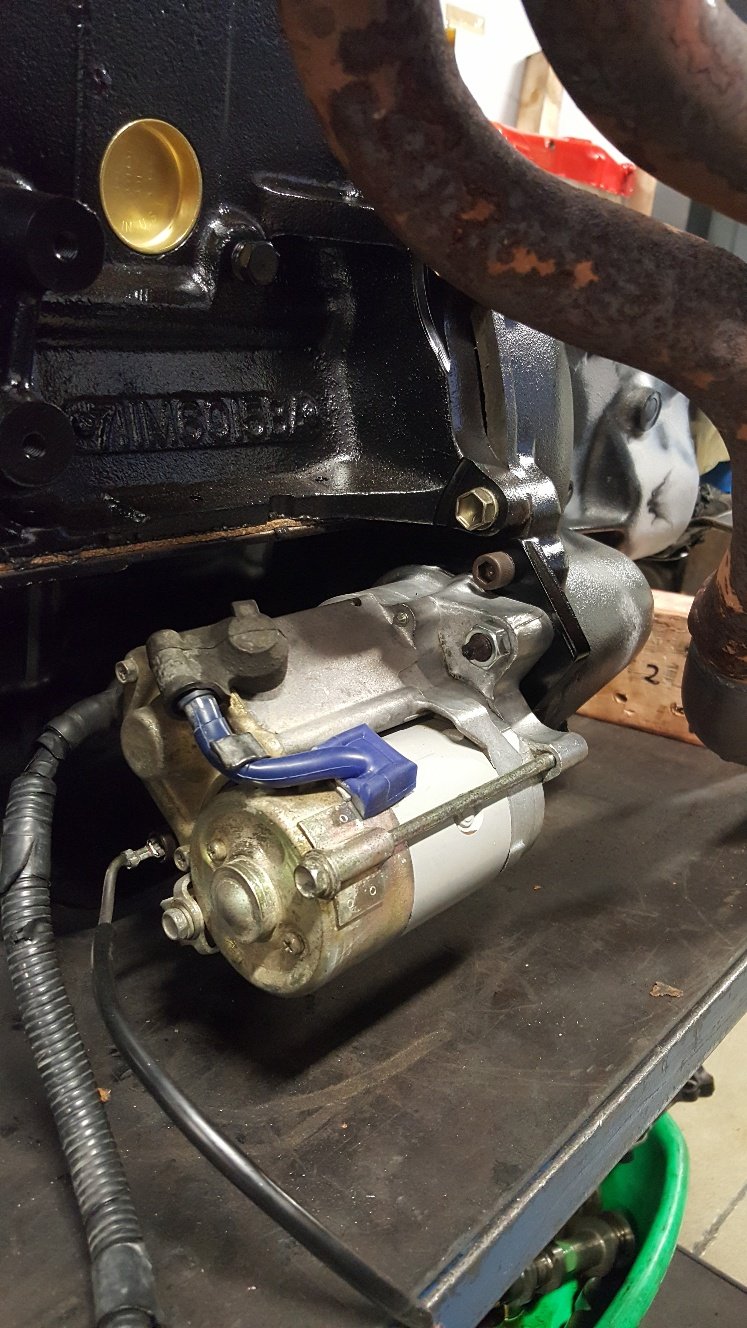
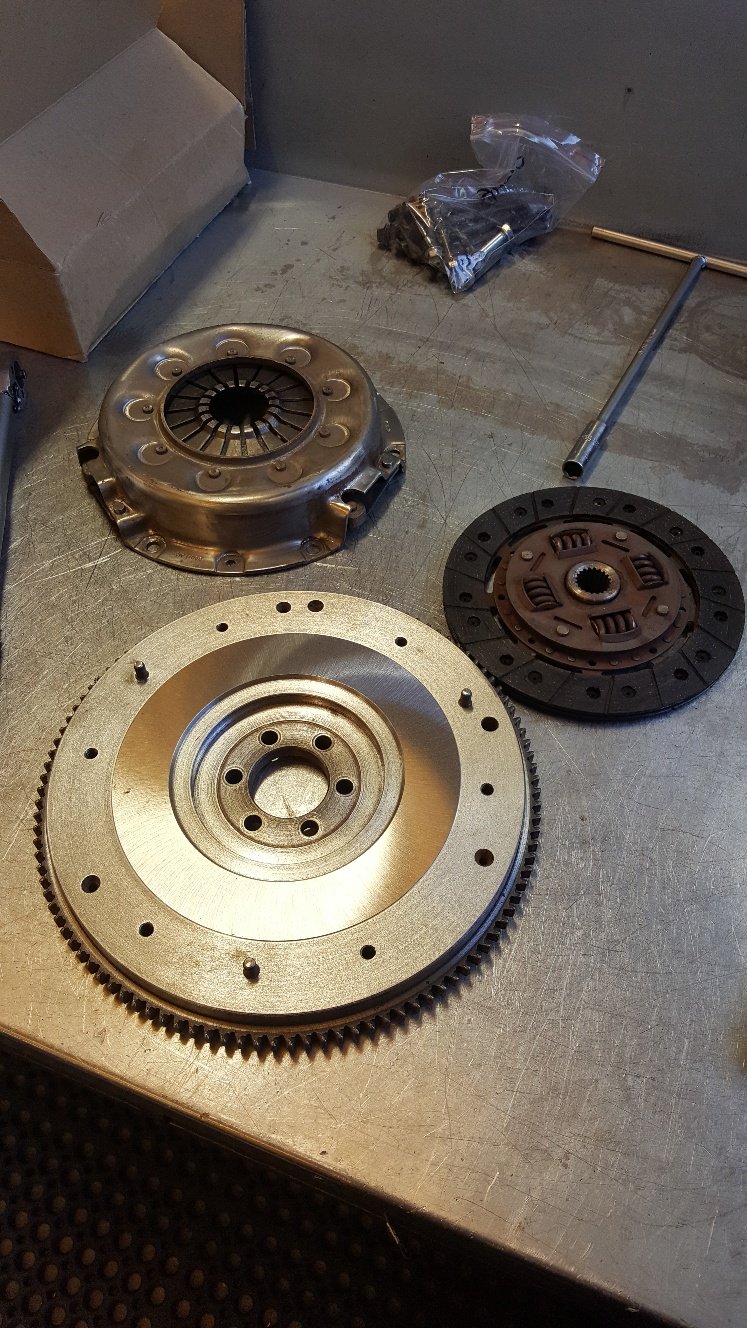
You can see at 6 o'clock on the the flywheel there's a small hole drilled into the the flywheel to remove weight and also the clutch cover has had a small amount sanded off it in the same area. Flywheel torqued up. Here's a starter motor adapter that I've had lying around for years. Drilled it for the Honda starter motor and gave it A lick of paint. Starter motor fitted
-
Sorry I am very average at sorting my thread. Valiant made a discussion page up first but I didn't put the link into my project thread till just recently. Yoeddy thanks for sorting the second discussion page and sorry for the confusion. Sorry I cant get any pics of the balancing but I imagine if you search Sunnen engine balancing or Hinds engine balancing you may be able to find something.
-
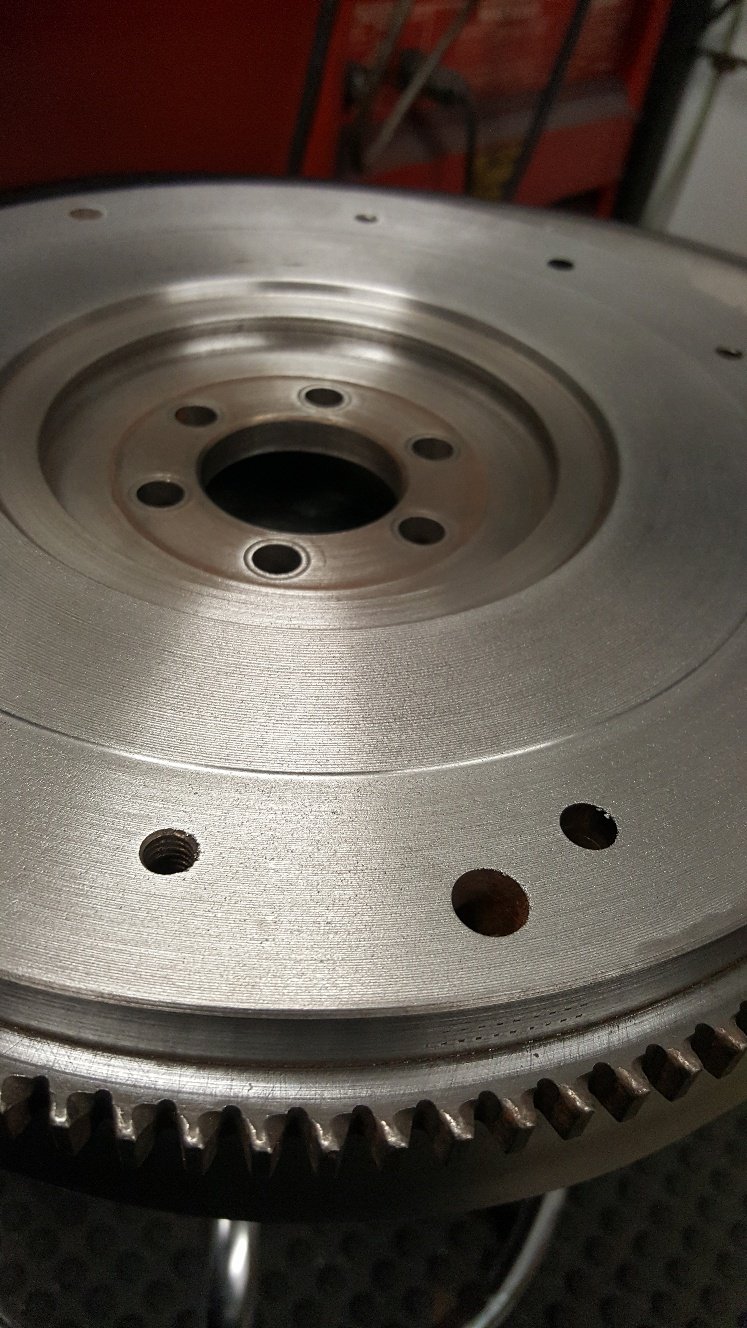
Here's a better shot of the .5mm step This is our flywheel grinder The flywheel get mounted to the round turn table. Then the grinder head swings to the left and you wind the grinder head down onto the flywheel. All sorted and ready to go off for a balance. We don't have a balancer so we use another reconditioner for balancing and he uses us for crank grinding. There's some machines that arnt viable to own as you may only use them a couple of times a week.
- 27 replies
-
- 11
-
-
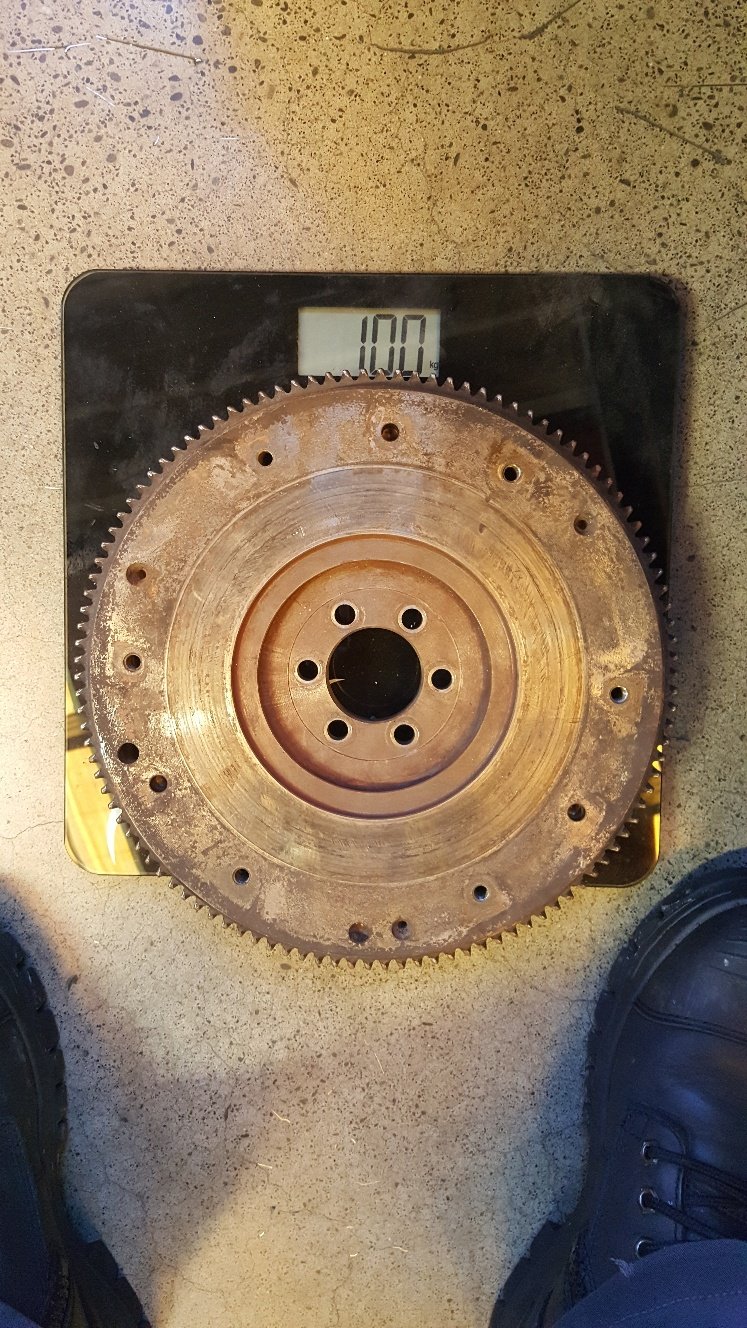
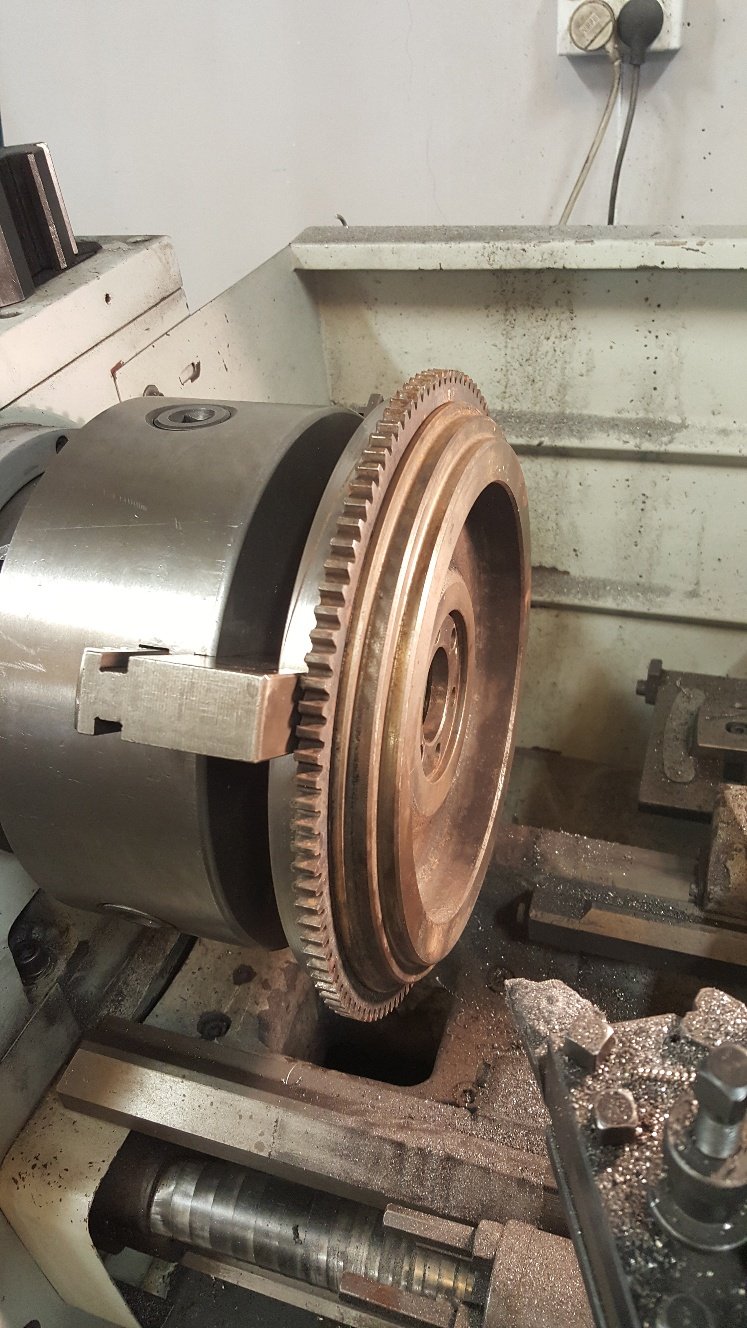
On to the flywheel. First remove the dowels Weld a stud to the dowels to attach the slide puller. Weigh it. Into the lathe. Sorted. I also machined the face in the lathe. I machined the outside area where the pressure plate clamps down .5mm to give the pressure plate more clamping load. Weighed it after.
- 27 replies
-
- 18
-
-
So Al my work mate was good enough to give the intake manifold a bit of a tidy up with the die grinder while I was assembling the engine With getting the engine pretty much together I thought it was time to get onto a few of the bolt on items. I know from my mk1 cortina that I was wasting my time the orginal alternator. So I found a old Nissan alternator and fitted that. Redrilled the holes and it pretty much lined up. Changed the pulley over from the old Lucas alternator. Which just ment turning the hole out to suit the Nissan alternator. So it's pretty much together just have to sort the flywheel out next.
- 27 replies
-
- 21
-














.jpg.2a6003d32e21336304670897ea4543b1.jpg)




.jpg.5d75569ebbf663236399a7c709d29294.jpg)
.jpg.db70df7d6c36e9aa5063bb21c32c6056.jpg)
.jpg.7af975b66560103922d164cb7e4f3dfb.jpg)
.jpg.7d2ef8f377cb12fc982239e9f33dc19e.jpg)
.jpg.02fb83e4ea2824f4c4e3193354270603.jpg)
.jpg.6f011ed18631e3fad3d8cca231257e09.jpg)
.jpg.d964ddaa38e99787cba52c1d867206dd.jpg)


.jpg.5513c7c1219f5ac42937f6184b3baf6e.jpg)
.jpg.43ca509a96e73b9bb06a135e3da07e0d.jpg)

















.jpg.2739ceea4562b1a4c9bc4bec0498464c.jpg)
.jpg.8457b1bcdd62d060a0169e5117ec3a54.jpg)
.jpg.78418e84f1243825758bab88a226bc27.jpg)
.jpg.f3bd77e0f27702cd07f897e06d2f1487.jpg)
.jpg.6e7fb716077b37ca5360f0280318290c.jpg)