MARTS-PL310
-
Posts
170 -
Joined
-
Last visited
Content Type
Forums
Downloads
Events
Gallery
Everything posted by MARTS-PL310
-

MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
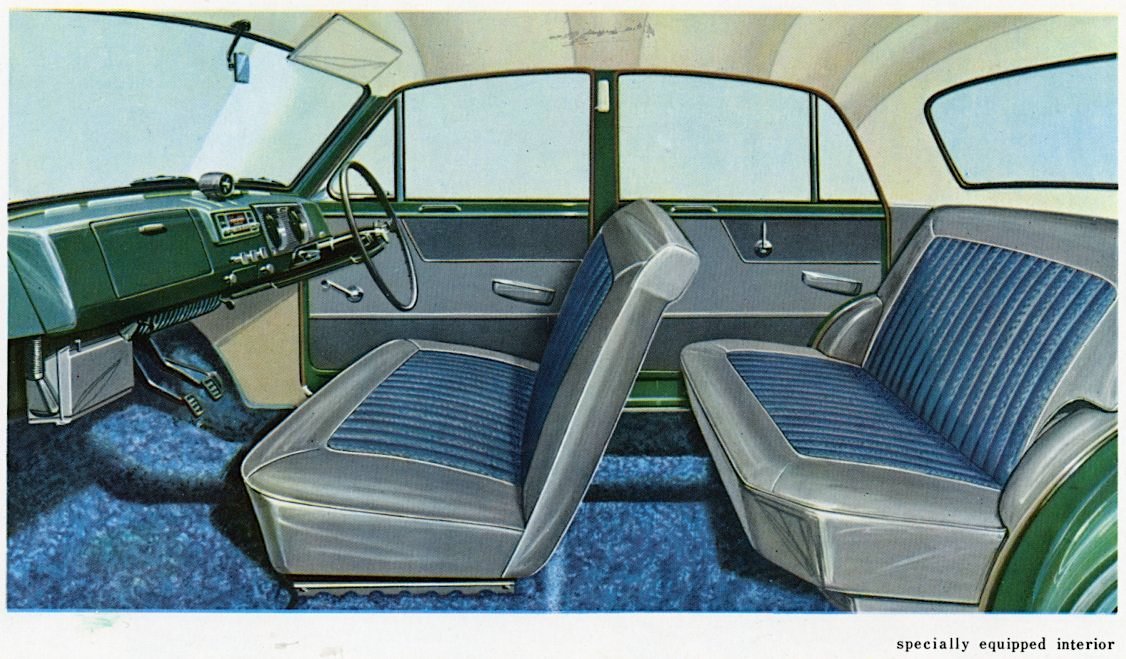
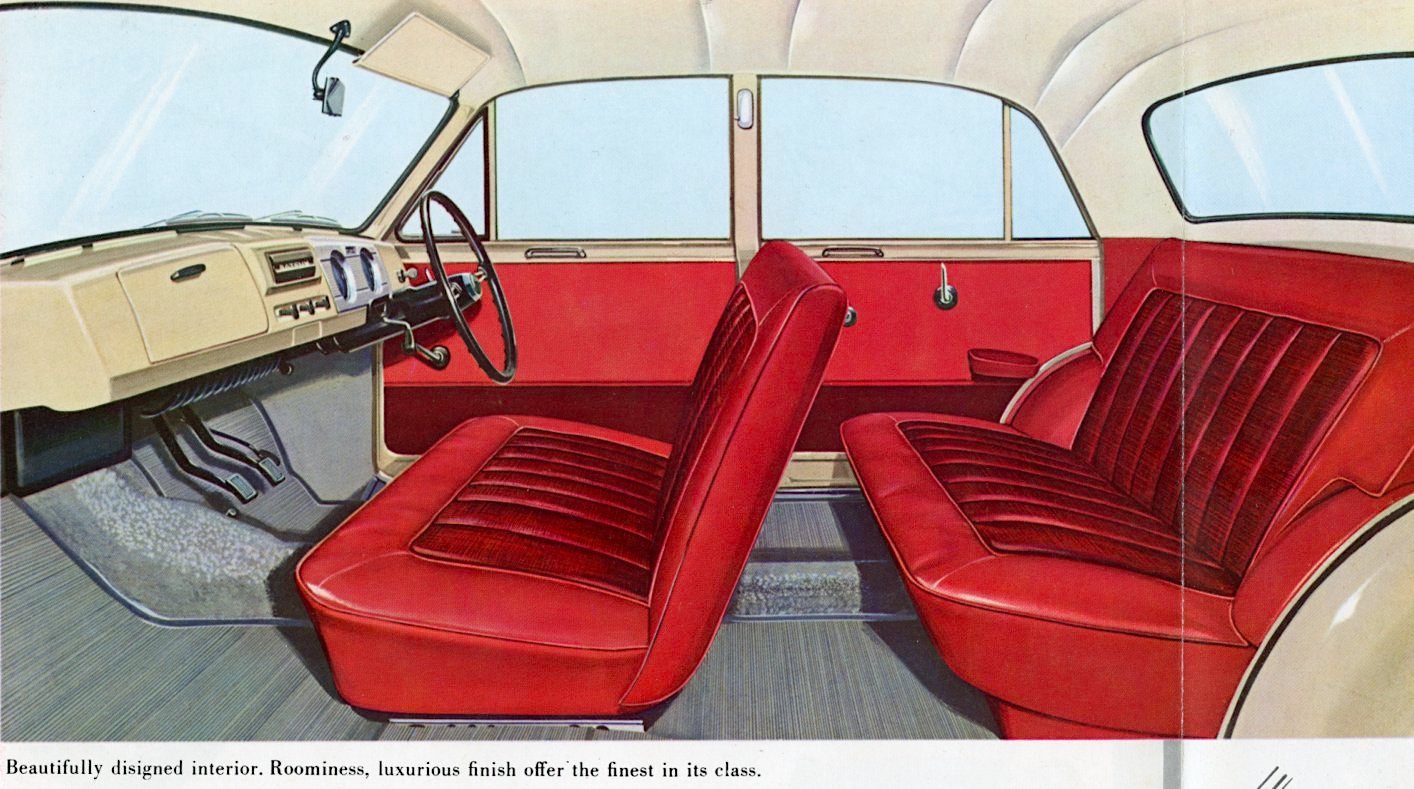
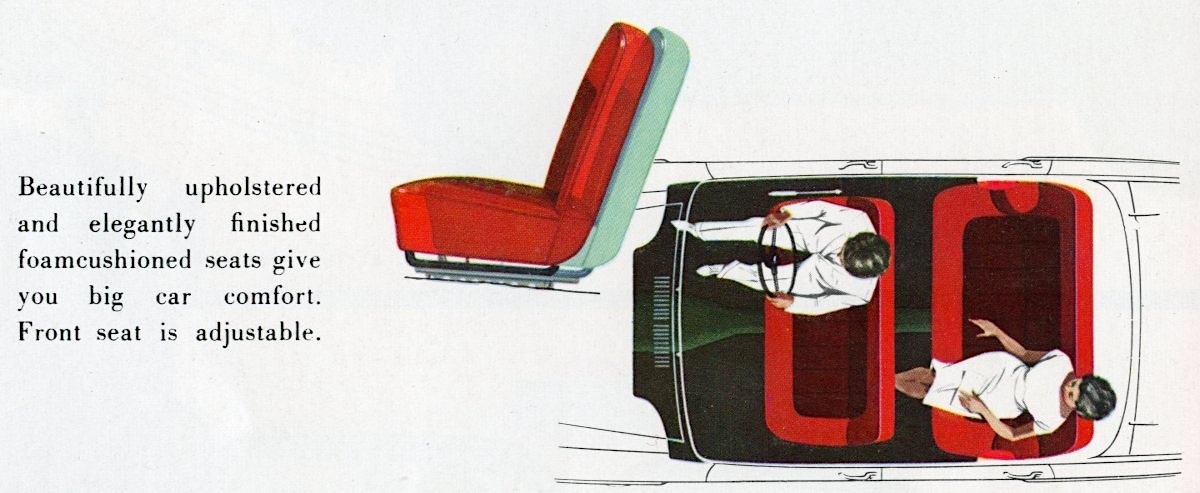
Building the 1961 Datsun 310 Bluebird - Upholstery - Repair. It's been cold and damp outside this winter in the Northwest U.S. so I'm staying indoors and doing some upholstery repairs to the Bluebird. This is my first ever upholstery project with no training or prior experience. I have acquired a capable industrial sewing machine and am going for it with the support of an upholstery book and numerous online videos. My goal is to mimic the original styles as displayed in these 1960 Bluebird sales brochures except I'm changing the original padded inserts from eight pleated vinyl to 18 pleated cloth. This last sales brochure image is the look I'm shooting for. What I started with: The original front seat cover. The original rear seat lower cushion So the rear seat lower cushion is finished. I tore it down to the spring frame, cleaned and painted it, then laboriously built it back up with all new materials by reverse engineering all the bits. Not perfect, I had lots of trouble with the welting, but the front seat should get better as I correct my many mistakes made on the rear. I'm learning as I go. Underside Pleated cloth inset panel detail
- 75 replies
-
- 27
-

-

-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
@yoeddynzAnd thank you for the support!. Yeah, the shed is a bit nippy this week as we're having a cold snap. It shares a wall with the house so that helps keep it above freezing at least. The cold weather is leading me to think about the upholstery as the seat cushions need some slight repairs. Making new seat covers to match the originals would be good indoors work except I don't have the correct tools or skill set just yet. Another challenge to be dealt with somehow. I sure can't sit on the bare springs
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
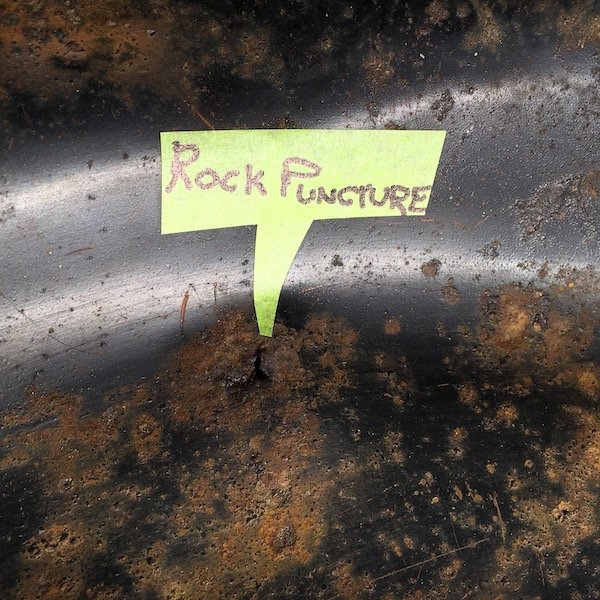
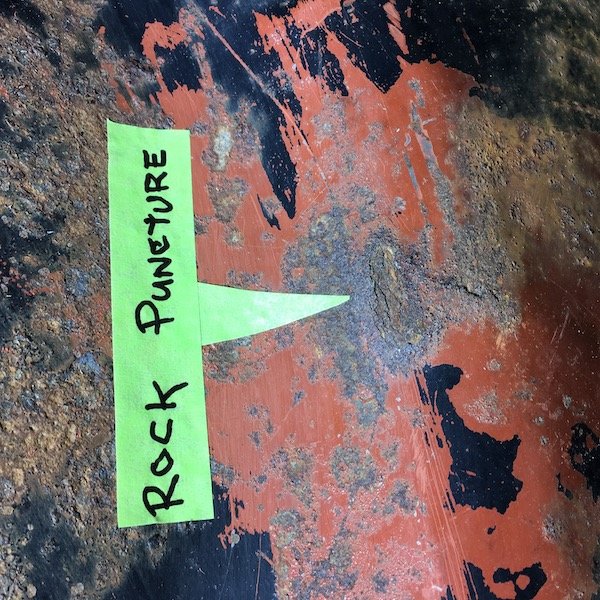
Building the 1961 Datsun 310 Bluebird - Trunk Damage - Survey. Looking ahead to 2022 and future metal repairs on the trunk floor. Initial survey photos show minimal damage, especially compared to the passenger compartment floor just completed:
- 75 replies
-
- 11
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
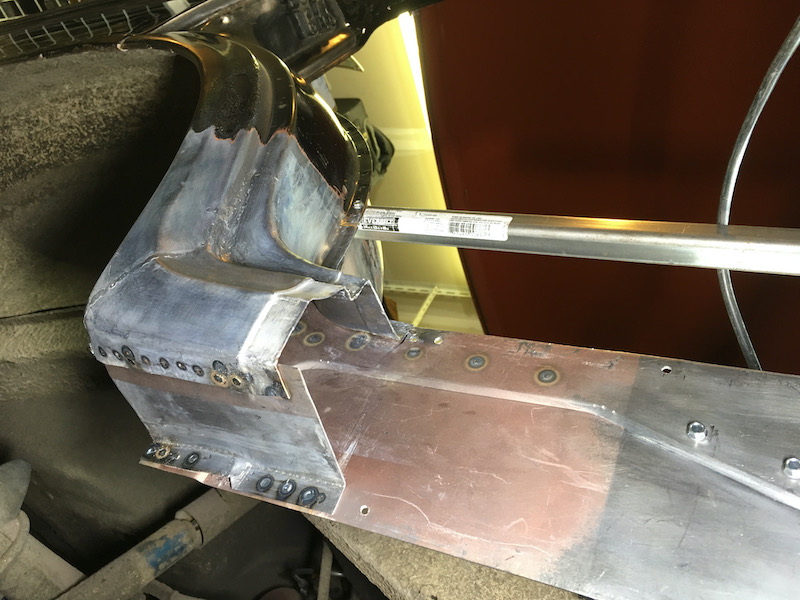
Building the 1961 Datsun 310 Bluebird - RHS A-Post - Installation. Right hand side A-post to body welding actions to complete the de-rustification of the 1961 Datsun Bluebird floor and related structures. Made yet another crude tool to add to the large Bluebird metal fab tool collection. This one pierces the inner sheet where body to door weather strip seals clip on. Compress and create a tab sticking inboard to catch the pinch weld weatherstrip seal. Used only four places along the edge of new sheet metal behind the A-post at the door seal pinch weld. Positioned and clamped the A-post on with no problems and began spot welding from the center then up and down the flanges. Finishing with the upper and lower attachments via plug welds. No caption photos follow until fitting the doors. Moving on to bolting the doors and front fender on in mock up mode for fit check. The outer panels match up okay, with decent gaps and faired surfaces, just not perfect since they each have a history of multiple damages. Should all be repairable sometime in the future. Maybe I'll do some homemade door skins! I've found it safer to keep the panels on the car even if I know I'll taking them off later as they tend to get more damage when laying around the garage than when mounted. In this case, the panels will stay on until painting the floor when the warmer weather arrives. I've already started surveying some other damaged areas of the car that may get some metal working attention but may pause actual work for the holidays. Future repairs include; convert the right front fender from 312 to 310 Bluebird style (add the indent for grill), scratch build a rear bumper filler panel, replace both rusted lower rear quarters and repair minor rust in trunk pan and same for the front engine bay body skin to frame mounts. Probably post the photo survey of the slight trunk damages later on this week. It's not too bad for a 60 year old car and requires almost no metal patching.
- 75 replies
-
- 11
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
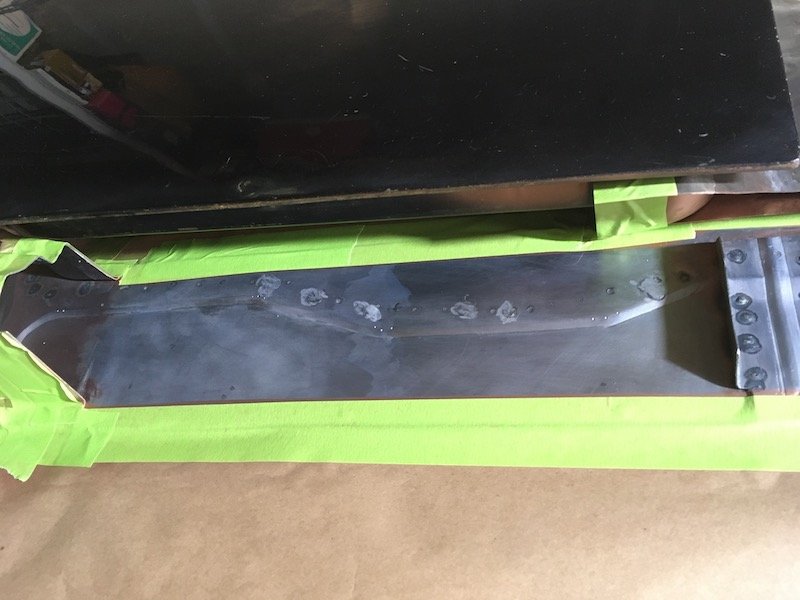
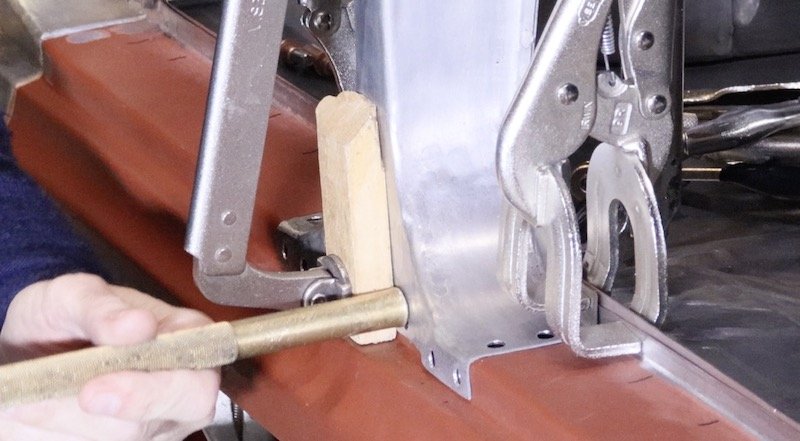
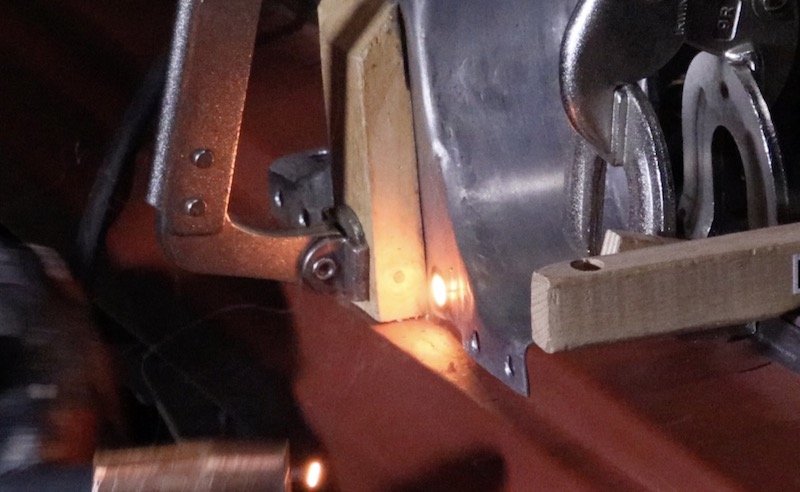
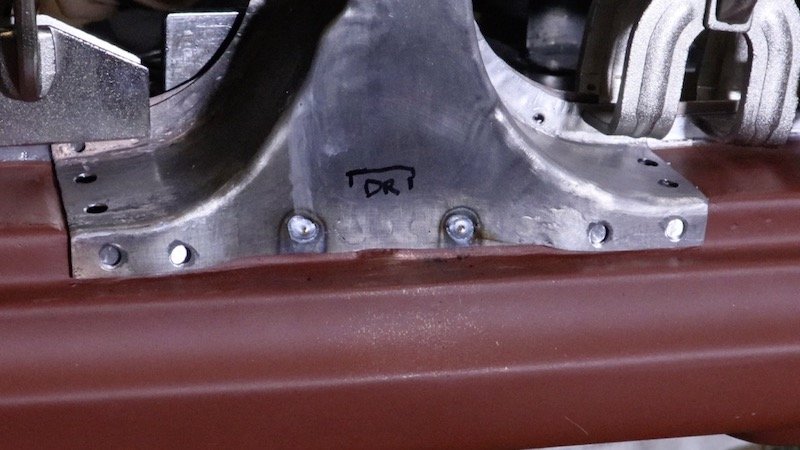
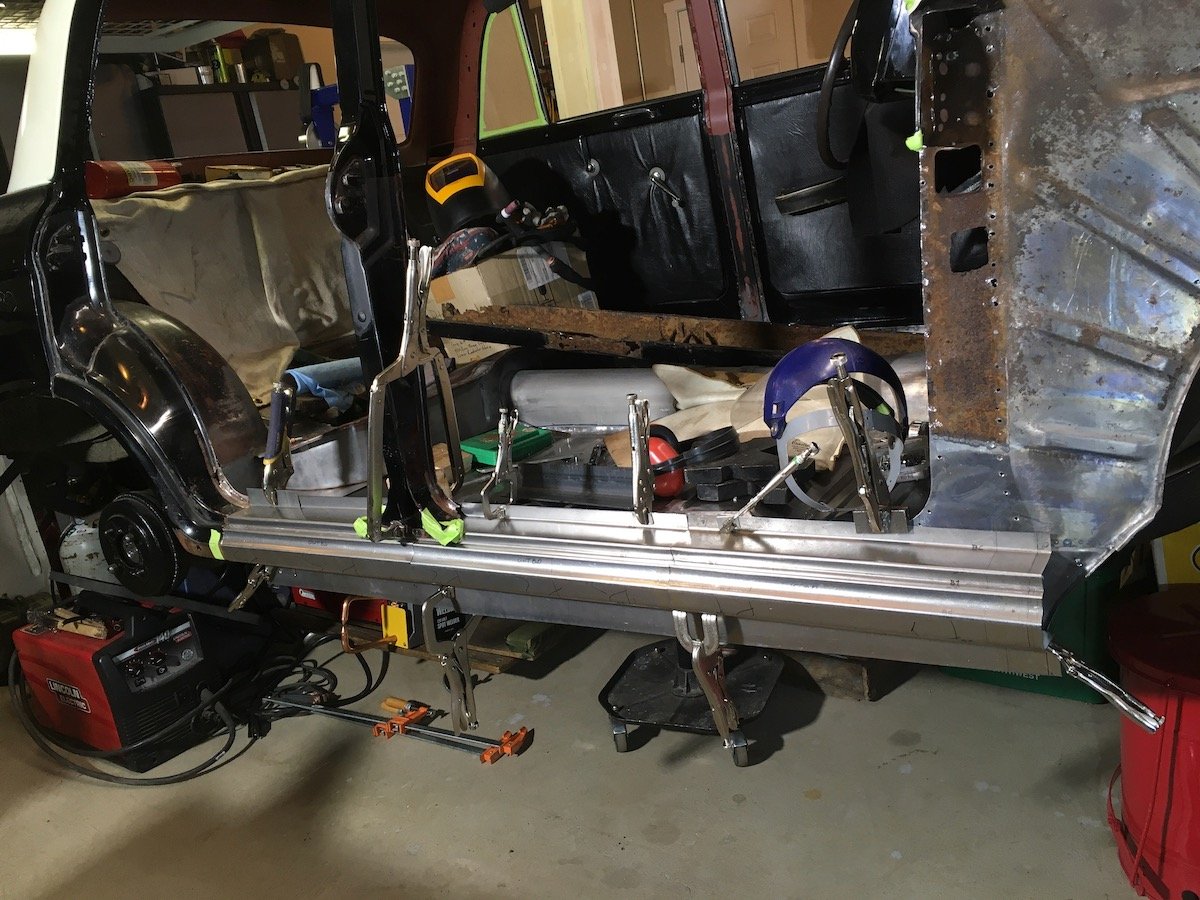
Building the 1961 Datsun 310 Bluebird - RHS Outer Sill - Installation. Here's another flood of subassembly installation photos, describing the preparation and welding of the right hand side outer sill to the body. Included are several screen captures from video. Let me know if this is too many pics as it might be overkill for what was really a simple final task of welding. By this time, the sill had already been fitted and removed dozens of times in mock up stage to develop an acceptable assembly and nice fit. I just shoved it on and welded it up with no problems. I had a lot of fun doing this job but that electric spot welder sure is a heavy one! I masked off the inner sill to apply upol copper based primer on the to be welded contact surfaces. In between will be PPG gray - green epoxy primer. Then I reversed the masking to apply the epoxy primer. End result to maximize rust resistance. Placing the sill. I had to pull the B-post out a bit to permit positioning. Securing sill with clamps. Hammering in the lock pin to the underfloor bracket. Clamping up the B-post nice and tight and preparing a tight first plug weld at the base. First weld complete. Two down and only ten more plug welds to go at the B-post and sill flange. DR sharpie marking is to remind myself not to block the drainage indent between those first two plug welds. Starting the spot welds. Some of my muscles were sore for a day after using this tool. It was especially difficult to use on the underside flange while laying on my back and resting this very heavy tool on my chest and bench pressing it up to make each weld. Done! I roughly doubled up the number of factory spot welds just in case some of my amateur welds are bad. Next post is welding my homemade A-post to the car.
- 75 replies
-
- 18
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
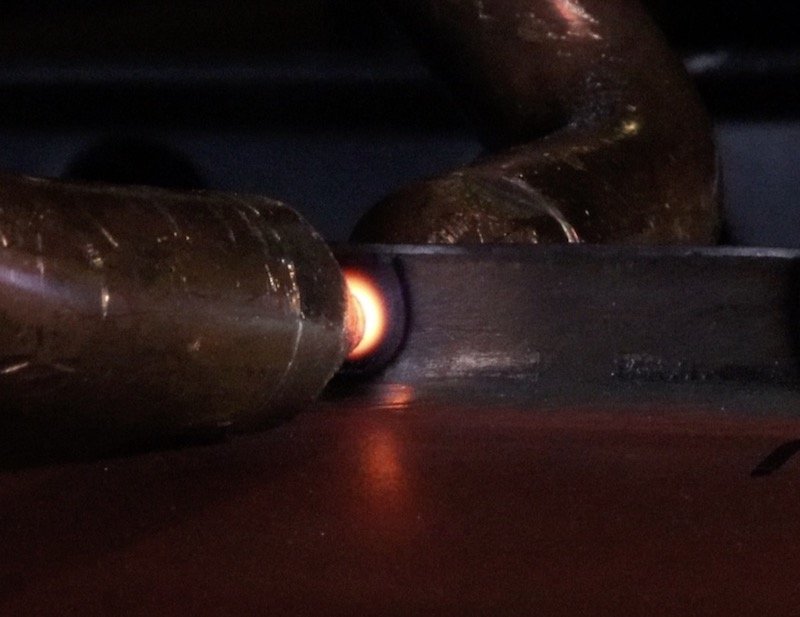
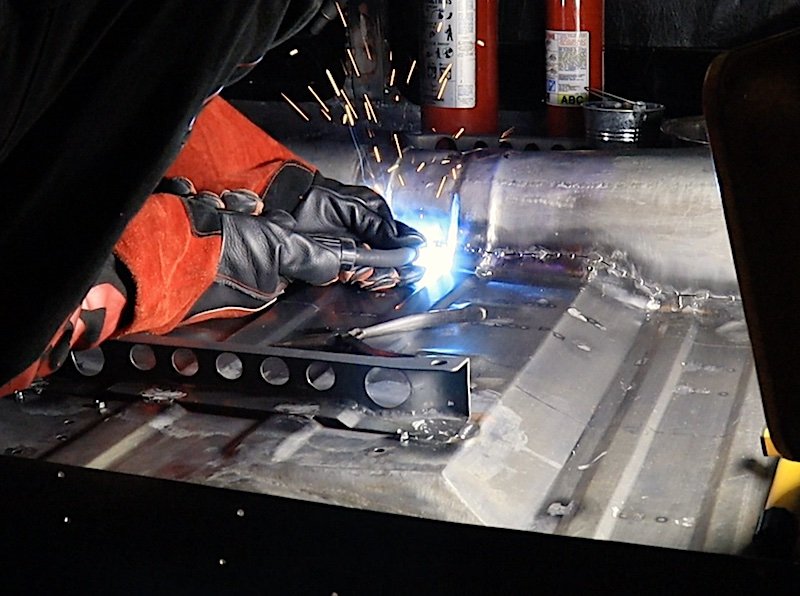
Building the 1961 Datsun 310 Bluebird - RHS Floor Pan - Installation. Extra pics to previous post. I made some in sequence hot video screen captures doing a plug weld on the floor install. A lot of fun it was moving liquid steel around and around!
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
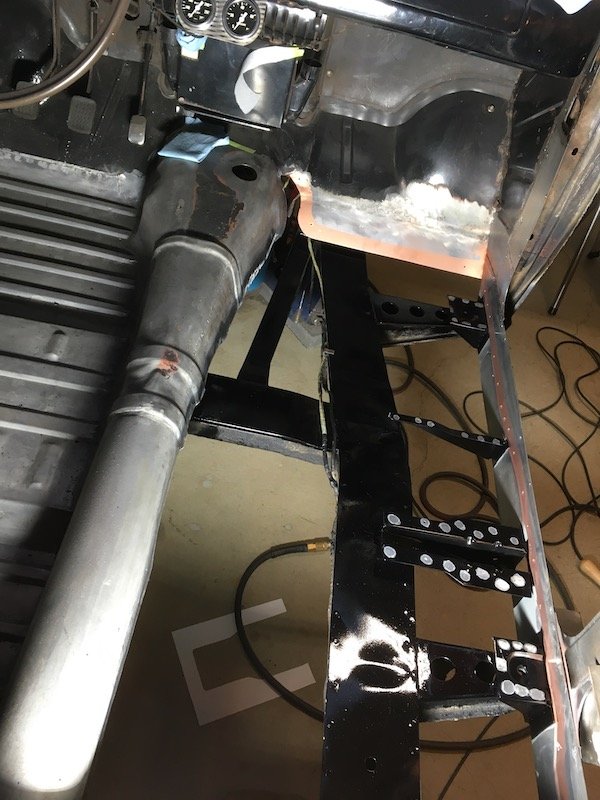
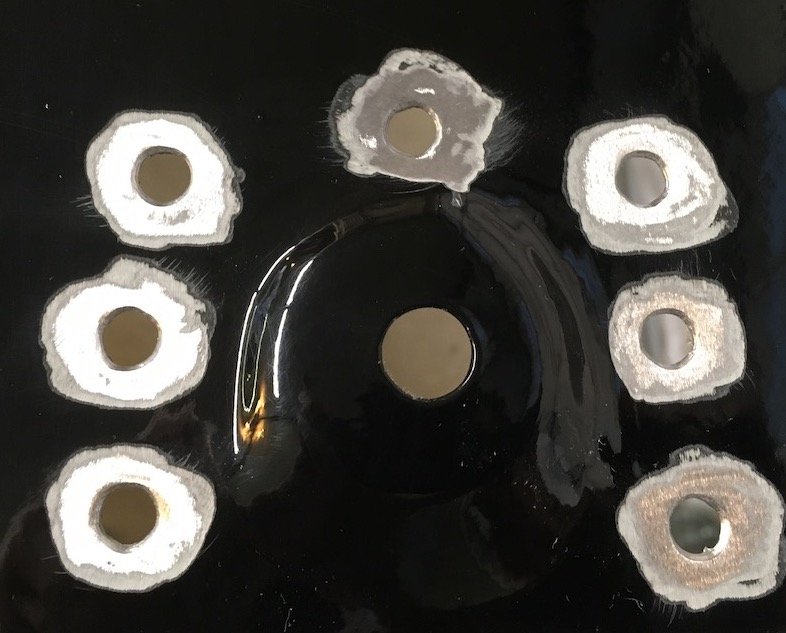
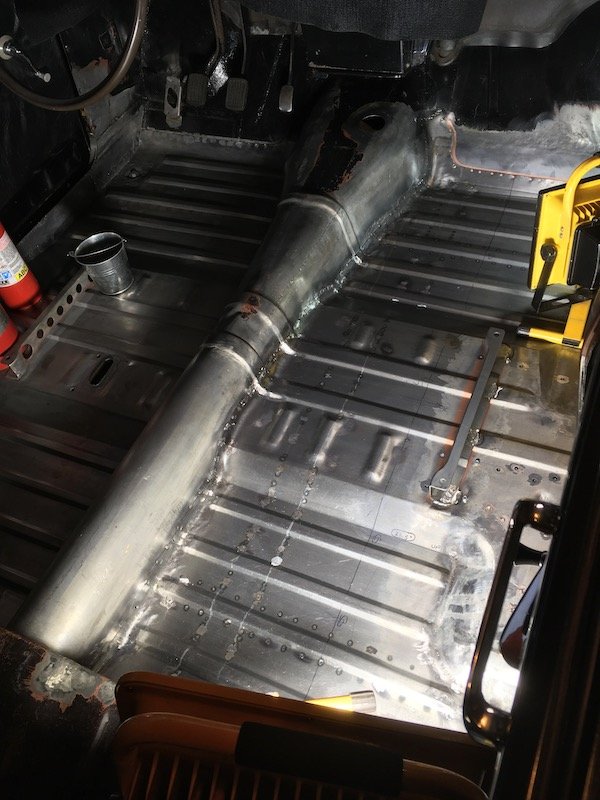
Building the 1961 Datsun 310 Bluebird - RHS Floor Pan - Installation. Welding the completed RHS floor pan into the body. Below. Refinishing the soon to be inaccessible upper frame rail surfaces. I'm only doing the upper surfaces for now since this is not a restoration. I can get at the frame sides and bottoms later if I choose to do so. Probably won't though. This car has some rather stout mostly full box section framework underneath it. Very rugged. Began cleaning and stripping to bare metal. Epoxy primed. Wire harness and brake line were getting in the way. Frame painted. Sprayed some upol weld thru on the toe board, inner sill and aft lap joints. Then stripped off spots of paint for the plug welds from floor to support brackets. Did same for the mating surfaces on the floor underside. Plug weld 1/4 inch holes and surface cleanup. Then carefully positioned the floor and supported it underneath as required to adjust the gap against the tunnel edge. Fastened the sheetmetal screws against the inner sill and bolted it down on the body mounts. Double checked for level surfaces and started the well spaced tack welds against the tunnel, adjusting for a flush join as needed by pushing against any high edges. Ground down excess off the first series of tack weld heads and continued laying down several more series. Eventually filled in the entire tunnel weld seam. Then did a few plug welds to the underside support brackets and found my .030 MIG wire just a bit small. So I switched over to a spool of .035 wire for more heat and flatter weld heads. I regret the pneumatic tool punched holes I made along the edge for the toe board lap joint - convenient yet too small at 3/16 and too close to the edge. Less than the ideal size. I should have drilled them all to 1/4 or 5/16 which would have made for better penetration and flatter weld heads and thus less grinding. Followed this by crawling underneath the car and doing backside welding of the tunnel weld seam using the thicker .035 wire and more aggressive stitch welding technique with no jumping around. Worked out well but made for a lot of grinding work. That little chunk of metal missing next to the vise clamps on the far right was my trimming mistake. I patched it up later. Close up of backside welds. Welded it up hot since it was backed with the frontside welds. No holes blown through. The random holes below the weld seam were used for sheet metal screw attachments to the tunnel for temporary floor positioning and scribing a trim line. Moving on. Plug and spot welds at the aft flanges. Did a bit of overkill on the number of spot welds to the inner sill because it was so much fun! Probably three times as many as factory. Sheet metal screws were then removed and holes were plug welded. Above Inner sill spot welds to floor edge flange shown somewhat later as it was prepared for epoxy primer. A much later look toward the inner sill attachment. Jumping ahead a bit, after the outer sill was in place, a 3/8 lock pin was installed to structurally secure the side of body lift jack pipe to the under floor bracket. The pin is inserted just a bit beyond where the snout of the jacking tool can reach. Washers (not shown) are welded to the insides of the bracket to shim for negligible fore and aft play against the pipe. Hot and nasty welds. Welds filled in nicely between the chamfered pin OD and bracket hole. Sanded flush rather clean and smooth Fun shot underneath. Looking aft down the tunnel. I'll have to get that surface cleaned and painted and then stuff the transmission back in. Probably will do that in a few months in springtime. I'll post next on welding the outer sill to the car body.
- 75 replies
-
- 15
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
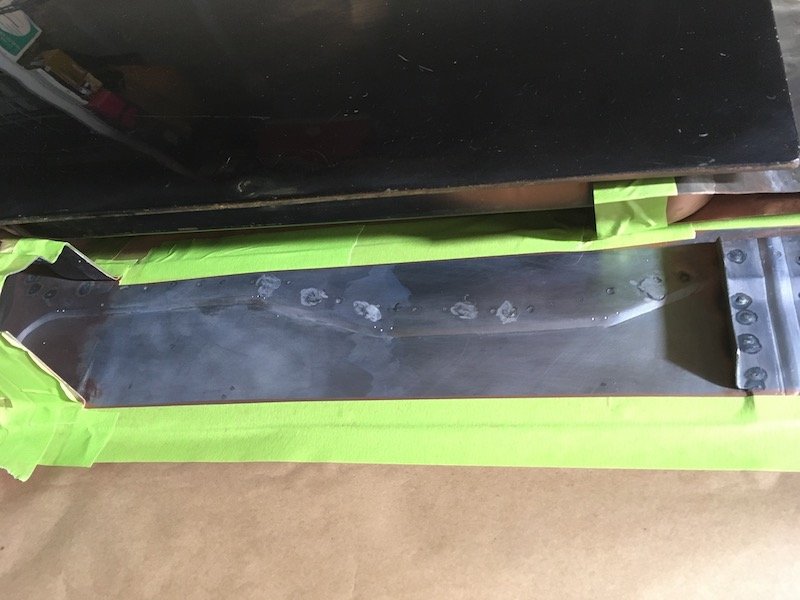
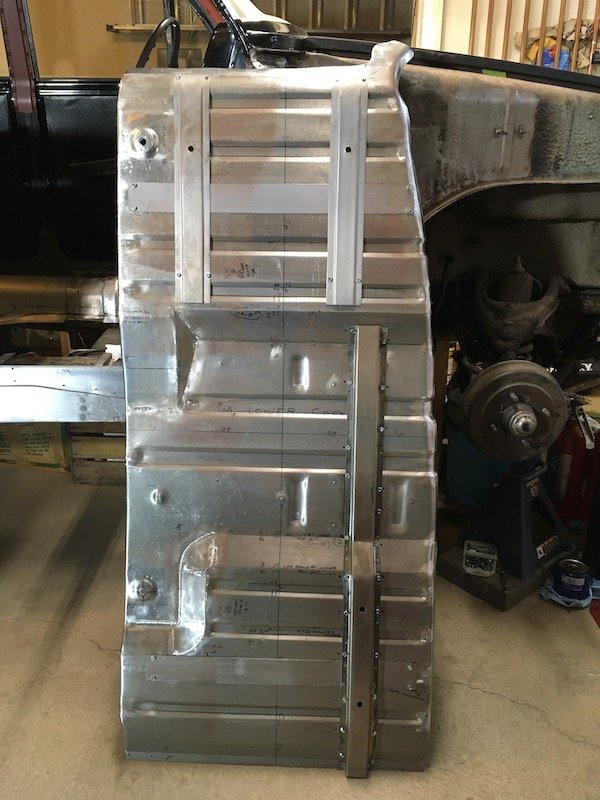
Building the 1961 Datsun 310 Bluebird - RHS Floor Pan - Weldment Assembly. After doing nothing on the RHS floor assembly for a year, I finished by removing all the temporary screws, welding the bits together and painting the underside. As it was in October 2020 and 2021. Sheetmetal screws holding the RHS floor pan parts together. First thing to do was remove all the screws and clean and sand the metal. Chemically etched all the metal parts with PPG SX520 Chemfil Metal Conditioner. Masking prep for first coat of epoxy primer. Masking off the weld surfaces. First coat of primer. It went on a bit unusual and glossy because I had not stirred the pigment and solids off the bottom of the can enough. Then I pulled the masking tape off and sprayed upol weld through on all the to be welded surfaces. I left the masking tape on around the perimeter were it will get welded to the car body. My Harbor Freight spot welder, supplemented by the extra long tongs on the right to reach the middle. The lateral stiffening plates are added. Then the longitudinal structures were attached. Electric spot welded plus I had to fill a lot of screw holes with plugs welds. On the other or top side was the seat support bracket with four plug welds and six lap or edge welds. The seat bracket was positioned and welded by dragging the seat out of my small backyard shed. I then set the pan back into the car with screws and bolted the seat into place at the LHS floor bracket and let the RHS float relative to the pan. After welding the RHS seat bracket on, I set the weldment assembly back in the car attached to the tunnel with screws. I had applied machinist blue on the last inch or so on the tunnel bottom edge. A line was scribed, guided by the edge of the pan flange, and onto the tunnel to define the trim for a flush fit butt weld. Pulled the pan out and the tunnel was ready for final trimming. All very similar to the work done on the LHS previously. The only difference was I boldly did the trim in one shot with the angle grinder and cutoff disk rather than creep up on it and then use tin snips. Fit check after the tunnel had the final trim done. Gap, with some variance, is about right for MIG, not so if attempting TIG. Considered done, I pulled it out and epoxy primed it, this time stirring the mixture more thoroughly. Painted the underside PPG black base coat plus clear the next morning and pulled off the masking tape around the perimeter weld zones. Ready for installation, which will be the next post.
- 75 replies
-
- 16
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
Building the 1961 Datsun 310 Bluebird - RHS Outer Sill - Additional Details and Assembly. Finishing up the RHS outer sill shell assembly by adding the body jack lift structure and shell penetration, plus a couple of the floating nut plates on the forward end that connect to the fender bolts. First a review. The rusted and dilapidated structure as found on the inside of the existing sill: I elected to salvage the pipe and upper bracket. The pipe was sandwiched inside the old floor bracket with a humongous electric spot weld and I won't be securing it that way on the new build. Instead, I'll pin the pipe to the floor bracket with a solid 3/8 steel rod. I started by savaging the upper bracket underneath the old sill. It was attached in place by a mere 20 spot welds! Before. After cleaning and plugging up holes and craters with weld. Formed up a separate piece to create the bottom of sill same as old using a plywood buck with 16G metal reinforcement. Started with slightly oversize flanges intentionally and then trimmed back to match. Then, using my die set from the LHS build, I made the indentation to match original where the pipe penetrates. The hole gets trimmed out later. Close ups of the progress on these shell features. It took a lot of finesse to reach this point. Weld, grind to sculpture, add more weld, fix pin holes and repeat. Now it was time to make the vertical supports that fit inside and against the side of the pipe. Sketched up what I needed to reverse engineer the originals and made a forming buck out of steel plate. Steel buck. Then I started mocking up the completed detail parts as an assembly. Comparison with photo of original. Innards mocked up. I made the flanged speed holes in the brackets with a homemade die set from steel pipe plumbing bits. Other side of innards. Preparation for weld with some upol sprayed on. Welded! Electric spot welds to sheet and plug welds to the pipe. Another welded perspective. These are the two floating nut plates welded on at the forward end. Bottom one should have had two tabs but I compensated by tacking the opposite hidden side down. All cleaned, etched and ready for painting. Painted with three coats of red oxide PPG epoxy primer. That's the last of my supply. The PPG red oxide epoxy primer is now NLA. Switching over to gray-green now. Finally, somewhat repetitive fit checks and photos but just for looks, I take it off again for permanent installation prep later on. RHS floor final weld assembly of understructure, and underside paint in the next post.
- 75 replies
-
- 16
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
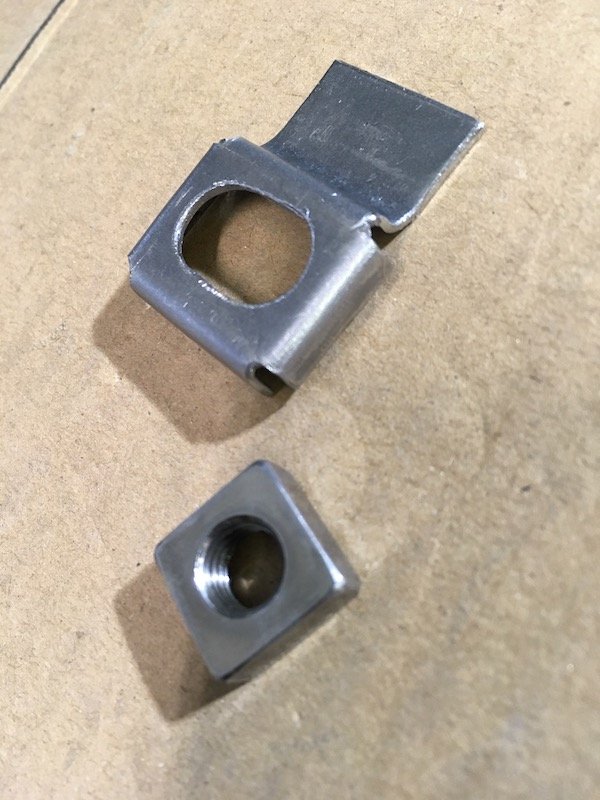
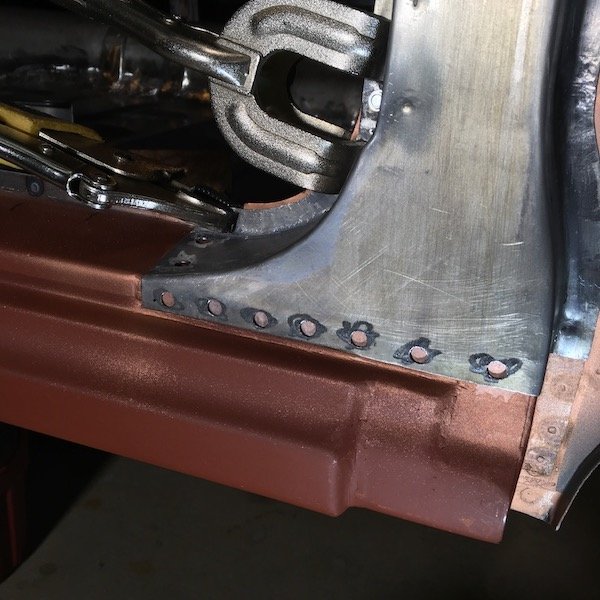
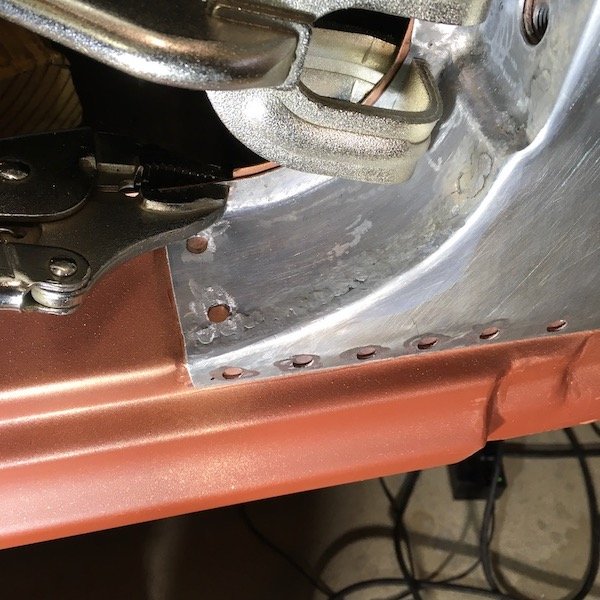
Building the 1961 Datsun 310 Bluebird - RHS ‘A’ - Post Repairs/Build. I'm resuming the build story after a ten month break for doing other stuff, back at it now. Everyday, for the last month, I've been out in the garage working on the Bluebird project. All major subassemblies related to the rusted out floor repair have been finished and are now permanently welded to the car body. The now finished and installed RHS items include; floor assembly, outer sill (including side of body lift jack pipe and supporting bits) and A-post. Presented today are the finishing details of the RHS A post build, previously discussed last January 2021 when the shell was constructed and test fitted. Above. Homemade floating nut plates (3) to be welded on the inside of the A-post and connect with the front fender bolts. Salvaged A-post inner bits. Door hinge bolt floating mounting plates and stopper bracket. Cleaned and repaired. Acid dipped and wire wheeled. Replaced a couple of flanges and a hold down cover where the rust pitting was too severe. Filled a few holes and isolated craters with weld. Assembled the floating plates and electric resistance spot welded them together. Preparing the shell for assembly of the inner parts (except the nut plates were welded in earlier). Degreased, sanded, chemically cleaned and etched. Upol weld through copper rich primer applied to the insides where subsequent epoxy primer is not desired or would be shadowed. Jumping ahead a bit as these later images were taken just before welding onto the car body. The A-post is fully assembled and epoxy primed. Attachment at the top end will be three hidden splice plates plus plug welds. Attachment at the bottom is prepped for plug welds. Attachment prep at top. Looks rough but works out well. This gets manipulated as the welding progresses to tap the metal into tight contact. Plug weld attachment to the sill preparations at the bottom. I then ran a ground flat drill bit into each plug weld hole to expose the bare metal and minimize the weld contamination. Pinch welds and other flange welds are to be made by electric resistance spot welding. Okay, that's all for tonight, more soon on the RHS floor and sill completions. Discussion and build: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 20
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
@Lorraine No idea on the weather seals other than find something similar and adapt it. Original equipment soft parts (and most other components) are no longer available. Substitution, fabrication and alteration is the key. -
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
Getting back into the Bluebird project now after taking a multi-month break for various life events. During that time period, I inherited a relative's project car, a 1979 VW Beetle convertible, which hasn't run for least six or more years. The VW has a seized engine and no shortage of rust, especially the floor. It has an odd factory accessory for an old beetle - air conditioning. While tearing down the VW engine and sorting that out, I've done a final full outer sheet metal mockup (rust repairs only screwed together) on the Bluebird after completing all three major subassemblies on the RHS. The floor, outer sill and lower A-post assemblies simply need to be finish coated before some surfaces become inaccessible after welding to the body. Then just weld them to the body - the fun part! Plan is to catch up with Bluebird progress and full details on the build page soon! Maybe I should start another project page for the beetle convert?
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
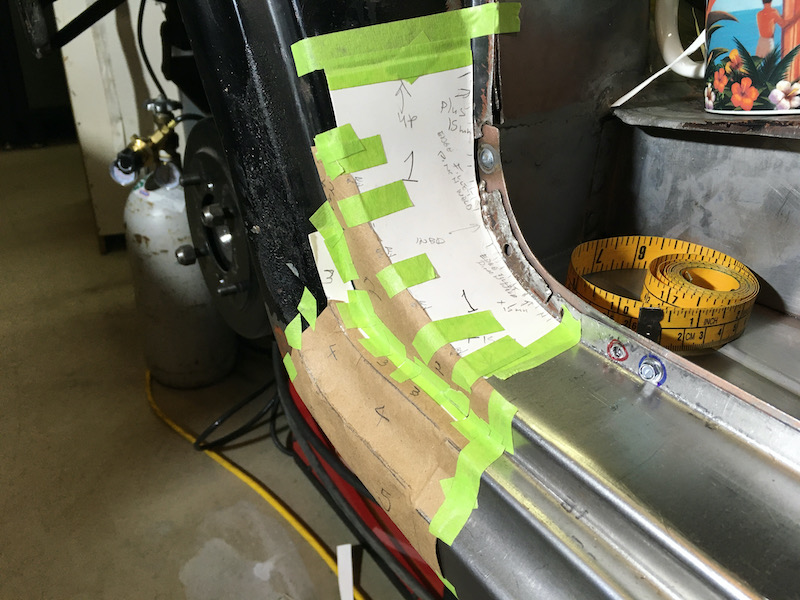
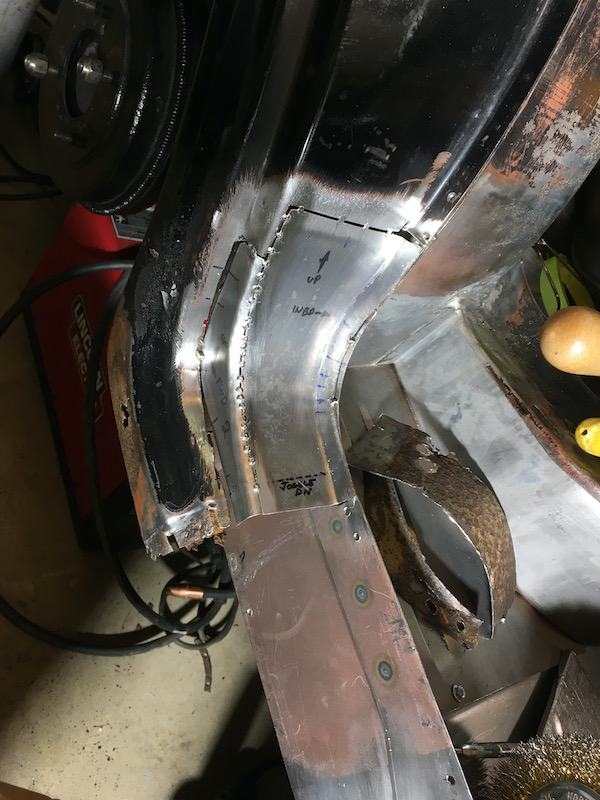
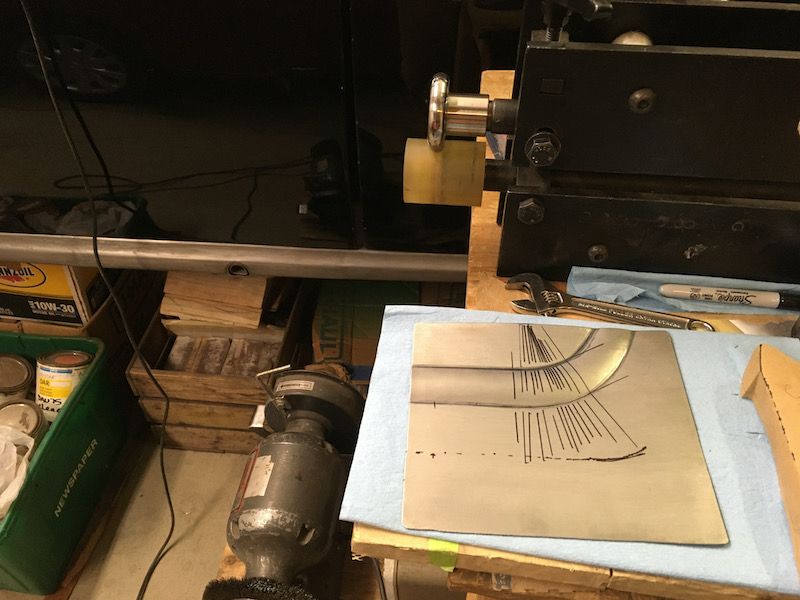
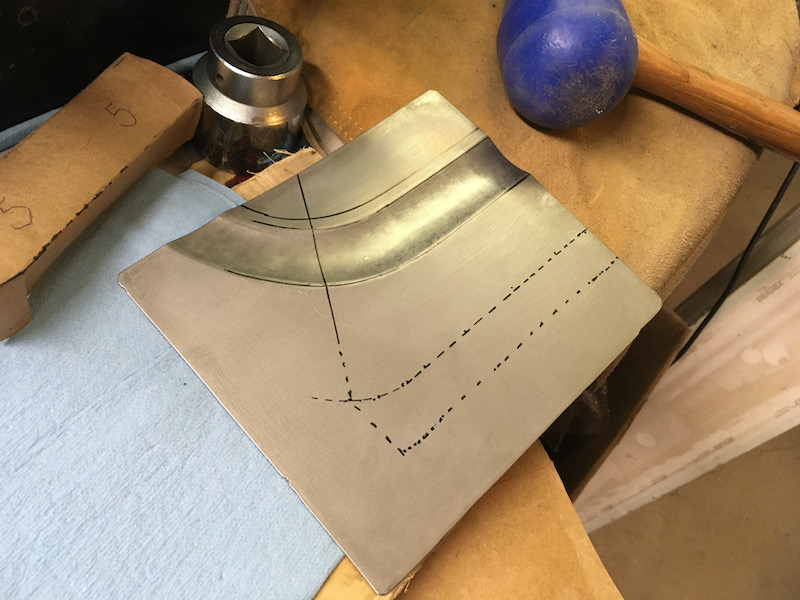
Building the 1961 Datsun 310 Bluebird - RHS ‘C’ - Post (Dogleg) Repairs/Build. Completed the 310 Bluebird RHS dogleg. What the repair started out as. Then becomes something that mutates into complete metal art to work the multiple 3D shapes. It looks not too bad in the first pic, just a few little holes - right? it get very bad quickly.. What I had to cut off. Basically everything! One piece at a time. Make a new piece, scribe the outline on the existing dogleg, cut and tack in each one by one. Turned out okay. Not perfectly matching original because I had to alter it just a wee bit to match my homemade outer sill profile. The sill was temporarily installed multiple times whilst forming and fitting the bits. No one other than a 310 expert would casually spot the differences from original though. Good enough at this point to metal clean, etch for protection against flash rust and wait for eventual paint. How it got done. First thing I did was layout several separate paper templates directly on the old dogleg. The intention being to build each numbered bit from sheet stock and tweak as required to fit. There's also an underside bit not shown here. I had already made an extra one of those when the LHS dogleg was built. Did it in sequence as numbered. Number one. Number 2. Number 3. Just a tiny strip. Kinda messed it up with the fillet welds but persevered and stuck it together with added backside welds. Number 4 and 5 combined as one. Figured if it didn't work out I could split it. Bead rolled the body lines and beat the concave profile in with a plastic mallet against a sand bag. Did it as a combination of segments 4 & 5 and welded it in! Cleaned up the welds, did backside welding where needed, fixed pinholes and whatnot and abraded the surfaces. Made the step flanges (or joggles) for the same as factory lap joint with a homemade tool. Took a regular extra wide flanger pliers and cut a chunk off and customized/filed the narrow bits with some curvature (convex bread loaf profile) on one side to permit use on the concave profile and into the tight corners. Then the bits were welded onto the jaws of a new pair of vise grips. It worked great! I could not find anything on the market similar. Probably has been done before though for sure. Lastly, the bottom piece I had made a couple years earlier, was welded on with an electric prong type spot welder. The RHS sill aft end cover/closeout plate will be added to the dogleg later on once it is ready to close up after epoxy priming the insides. RHS dogleg job done. Next part of the rust repair job to tackle? Don't know yet. Either fab up the body jack structure into the side of the RHS sill or finish up the welds on the A-post. I absolutely feel like I'm starting to see the proverbial light at the end of the tunnel, which is good. I do still have to permanently weld a lot of RHS parts to the body and that will be rather satisfying. The much harder part of fabricating these individual bits will be complete. More later.
- 75 replies
-
- 22
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
Building the 1961 Datsun 310 Bluebird - RHS ‘B’ - Post Repairs/Build. Part Two. Continuation from part one. Finishing up the RHS B-Post repair story. Installed and welded the inner bits and repaired the pinch weld flanges. Sprayed some more copper primer. Clamped the inner panel up and welded. Smoothed out pretty good. Prime and paint preparation will take of any small imperfections. FINISHED the B-Post repair. Moving on to the "dogleg" or C-Post next. Later on. Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 16
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
Building the 1961 Datsun 310 Bluebird - RHS ‘B’ - Post Repairs/Build. Part One. As it was in the beginning. Rusted, rotted from the inside out and battered with abuse.The abuse happened many years ago whilst trying the bend the pillar next to the front glass. I had placed lumber in the door frame opening diagonally then applied a hydraulic jack. before I knew it, the B-post base was collapsing and getting crushed. So i've a combination of rust and aft direction post damage on three sides to repair. So, a flood of pics to follow, starting with the damage detail, rust repair of the lower flanges, opening up the inboard face panel by removal of the lower 10 inches, beating the damages back into shape, welding it all back up and grinding and sanding it all smooth. The underside and after detachment from the original structure. As it mates on the new sill. The buckled inside panel with a heavy crease and rusted bottom flange. Made a patch assembled out of three pieces and fitted it for the aft lower face. Similar for the front except made it out of one piece which took way too long to make. Had to make a relief cut and weld in up anyway. Decided it's better to stick with multiple pieces for a complex and tilted curved surface intersecting a vertical plane. More welds added to plug the holes made from disassembly. Backed it up with copper during weld to keep from making the holes bigger in the thin metal. Underside now begins to look a bit cleaner. Cut the inside panel to gain access and make repairs to my prior mistakes of old. Innards. After panel beating the crease smooth, fitted up a patch to repair the rust. Then started tack welding it together. Other side with my ugly series of tacks. Smoothed out the welds. Removed the inner bits. Just needed a bit of cleaning and then weld back in. Surfaces inside the post were better than expected with lots of clean metal in places. An easy cleanup in preparation for reassembly. The abuse damages are fixed (beat flat) and ready for closure. A thin coat of copper primer for the insides. (To be continued next post.) Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
Trying out a new camera. A few artistic pics just for laughs.
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
@jhogie, Many thanks for the complement. The project does keep me busy and I'll be gaining some skills to use on something else later on. You are the first person I have encountered in all these years that also owns the original 1960 PL310. I feared all the other 310s had been crushed or left to rot in a field by now. -
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
Building the 1961 Datsun 310 Bluebird - RHS ‘A’ - Post Scratch Build. Original A post was not salvageable due to multiple accidents (t-bone, roll-over, etc.) and ham fisted "repairs" with large hammers and cutting torches. Drilled out the spot welds and cut it off but left the upper hinge mount temporarily as a datum. Marked for cutting. I began to be concerned. I did a bit of a hack job cutting it loose at the top. This is a serious piece of structure removal and the metal underneath doesn't look so great either. Will the Bluebird ever be made whole again? I'd never attempted anything like this so took it slowly and methodically reverse engineered it based on the LHS A post. it turned out quite well.The fitment with respect to location on the body was the only minor issue. i had to install it several times with Teks until getting an okay fit with the the hinges, latches, door gaps and all the other adjoining metal work mocked up. Finally resorting to a floor jack under the door to "fine tune" it. Original after removal showing the attached internal bits. Patterns taken off the LHS A-post. Then cut out the outboard face with an extra margin for bending over just past the fore and aft edges. Fore and aft patterns set up for metal cutting. I intended to make it out of just three pieces but that didn't work out. So later on I made the little triangle section at the top separately. I ran each piece through a bead roller tipping die at the bend lines and followed with hammer and dolly to beat the flanges over. Early checks of the individual pieces on the car looked promising. Aft facing piece shown. The early outboard face piece shows the attempt to include the upper triangle. As mentioned, that was the intent but didn't work out. Forming the tipped edges with various panel beating tools. Further on-car refinement which permitted making scribe trim lines into the fore and aft faces. Leading to tack welding it together. Back on the car, it's beginning to resemble an A-post! Fits quite well so far. With a bit of hinge bolt hole drilling, and cleaned up inside bits salvaged from the original A-post, I carefully worked on fitting the tacked assembly to mate up with the rebuilt door hinges. Oh yeah, regards the hinge pin replacements, I used an 8mm hinge and bushing kit that I believe was for a Toyota Hilux. Normally this is a routine repair job but not in this case. The old hinge pins were a terrible job to remove because of each pin being previously broken internally into three pieces. If pushed on, the inner bits just kicked over and jammed or mushroomed up. No amount of force was going to make them move at all. I had to extract the splined pin end by TIG welding a plate to it and using a large slide hammer meant for axle pulling. And even then I had to drill some of the remaining stuck bits out. That was not fun. The door catch/stop bit was tacked in later (not shown in above pic). Then did multiple fit check iterations on car until frustration set in and finally doing this in below pic. More new metal on the inner body and a slight "adjustment" for optimum gap with the outer sill. And yes, the upper sheet metal is still a bit sketchy. I fear catching the car on fire! For fire safety, I'll eventually have to remove the instrument panel, wire harness and nearby insulation and only then fix the upper sheet metal since it's got rust craters and other significant surface damage. The new A-post assembly weld to the remaining post/front glass pillar will be via lap joints. The door fits good all around and latches perfectly. Leaving the RHS A-post as is for now until all the RHS metal fab and fitments are done, only then will the assembly be fully welded. More later, currently focused on the RHS B-post. Discussion: Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 25
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
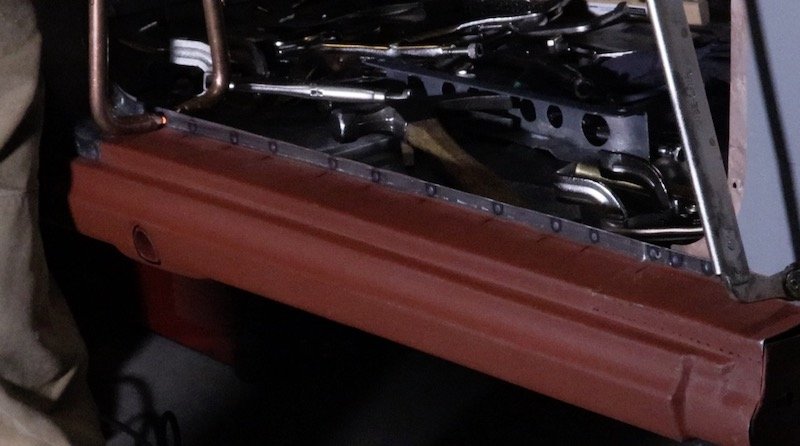
Building the 1961 Datsun 310 Bluebird - RHS Outer Sill Weld Together and Details. Time for an update reporting progress on the RHS build. Outer sill segments are welded together, including most details; end stub, end stub cap and inward joggle at B-post base. Lower A-post below the belt line and down to the sill (about 2 feet w/hinge mount points) is fabricated, tack welded together and temporarily fitted (mock up installed with Teks). The Inner body skin behind the A-post is repaired with another patch. The RHS front door hinges are rebuilt. Both RHS doors were dragged out of the backyard shed, temporarily installed and checked for fitment with the other repairs and all is well. The lower half B-post repairs are underway and nearly complete. Posting the outer sill progress/pics. Other stuff noted above to follow later. The three RHS outer sill segments welded together. Fully welded on both sides since outer is to be sanded flush. Trimmed and fit checked. Kept the weld heat under control by alternating tacks between the different joints and sides and it all came out exceptionally straight. It could have easily warped and created a nightmare. I don't recommend this approach but with a cheap 18 inch metal folder it was the only way to make it. Looks good enough now to proceed with the forward end stub. Next, making the RHS outer sill forward end stub. What follows is the detail required to allow the sill to have clearance with and tuck under the inner front fender support structure. I had no reliable original stub to copy from and just made my best guess to reverse engineer this new stub from the mutilated mess of the original as shown in the pics below. I got lucky and it does test fit snugly with the inner fender structure with just a millimeter or two of clearance. Then, after dressing the stub welds, I made a forward end cap to fit it based on best guesstimate. Stuck it together using a resistance spot welder from Harbor Freight. First time use where I may have been holding the dwell a bit too long. It's permanently stuck on at any rate. In preparing for future repairs and fitment work on the B-post, I made a cutout about mid-length down the outer sill to fit the base, same as on the original. Then filled it in with a custom small inward joggle piece that, though small, took several hours to build. Tacked it in and left it that way for now until the B-post is complete and fit is assured. Made several other minor joggles along the pinch weld flanges to accommodate overlap of bracket flanges and such. Not worthy of pics. That's it for this post on the RHS outer sill. As mentioned in the beginning of the post, hopefully more to follow soon. Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 18
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
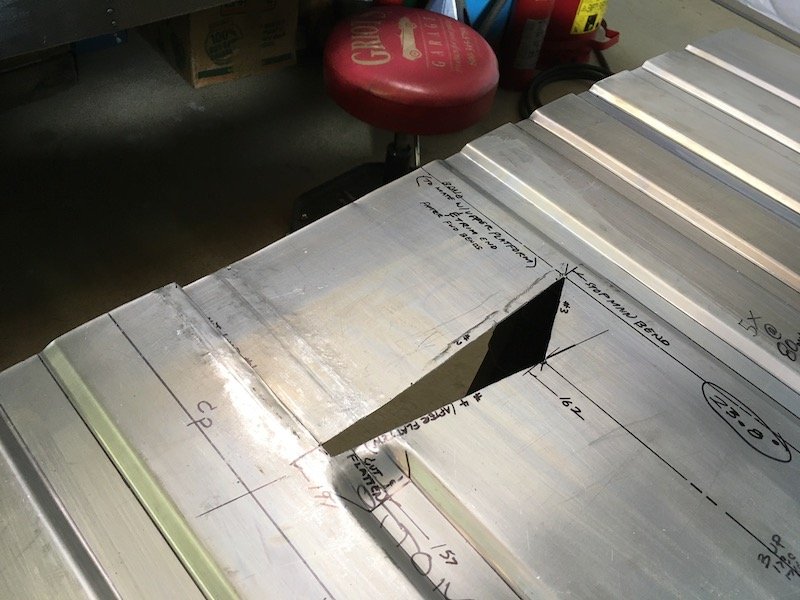
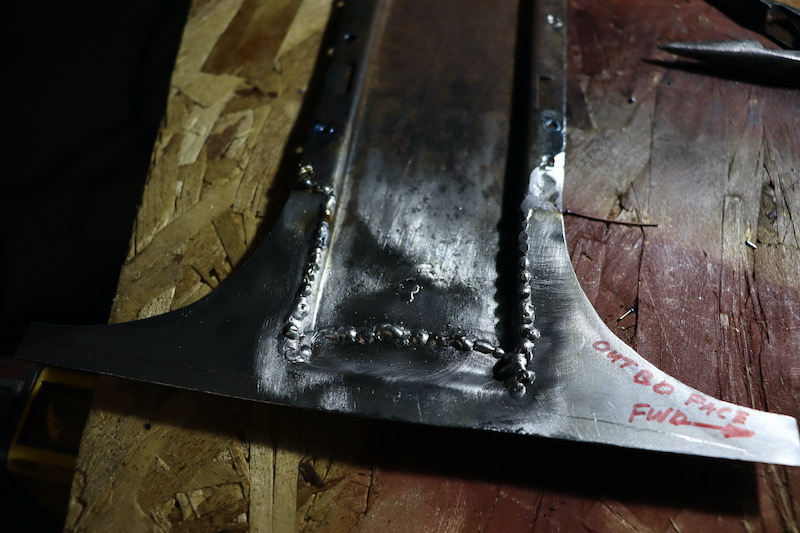
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
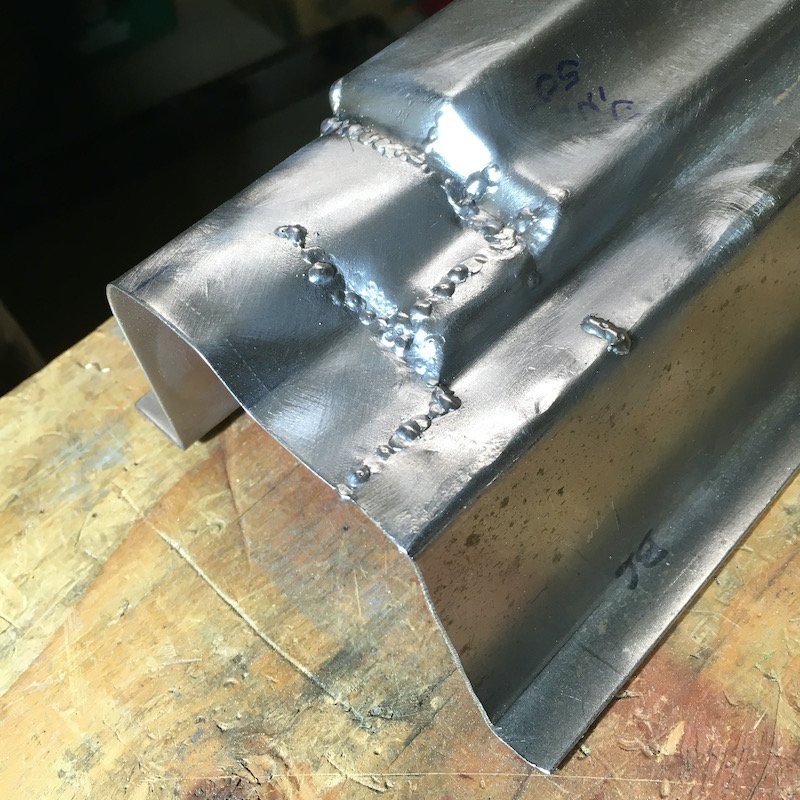
Building the 1961 Datsun 310 Bluebird - RHS Outer Sill Mock Up. Just finished the forming of the three outer sill segments and loosly fit checked them today. Still much more work to do. Weld them together, trim the flanges, add the bits inside for support of the side of body jack structure, add some joggles to the flanges and many other mods to make it one assembly same as original. Some pics follow. The aft sill segment fits nice and snug against the rotted dogleg stub. I did get a little too sharp of a bend radius at the ends because I unevenly tightened the budget metal folder. Still learning. I can fix it with some more beating with a steel rod on the inside. My crude metal concave curve forming apparatus, round one.It was a bit unstable until I added some more lumber down at the base. Other regular bends made with a small 18 inch folder. Lots of gentle panel beating and straightening using pipes, boards, angle iron, etc was required to get the final profile to match original. Profile card in foreground below pic of the in-work sill build. Can't buy these parts, have to make em and that sure takes a lot of time! Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 12
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
(continued from previous post today) Building the 1961 Datsun 310 Bluebird - RHS floorpan fabrication completed. Finishing up the story today by adding the two lateral straps underfloor and two longitudinal stiffeners in the front section. Tuned up the loose inboard edges a bit where the corrugations will continue over the trans tunnel. Cut up bits and welded in. Small but rather time consuming to fiddle with making fit and weld. Tacks and more tacks. Repeat six places. Then add all the underside straps, do another fit check in the car and take lots of pics. It's all fitting up quite well now. Very pleased with it. Permanent weld assembly of the floor parts and floor to car are to take place quite a bit later after scratch fabricating the outer sill, A-post, repair B-post, Dogleg and anything else needed to do a fit check with doors mounted. Oh and the door hinges need rebuilding. On the table slated for work next. These are the three segments destined to be the outer sill (old A-post in background). They have been sitting half complete for about two years now. Time to get er done! Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 13
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
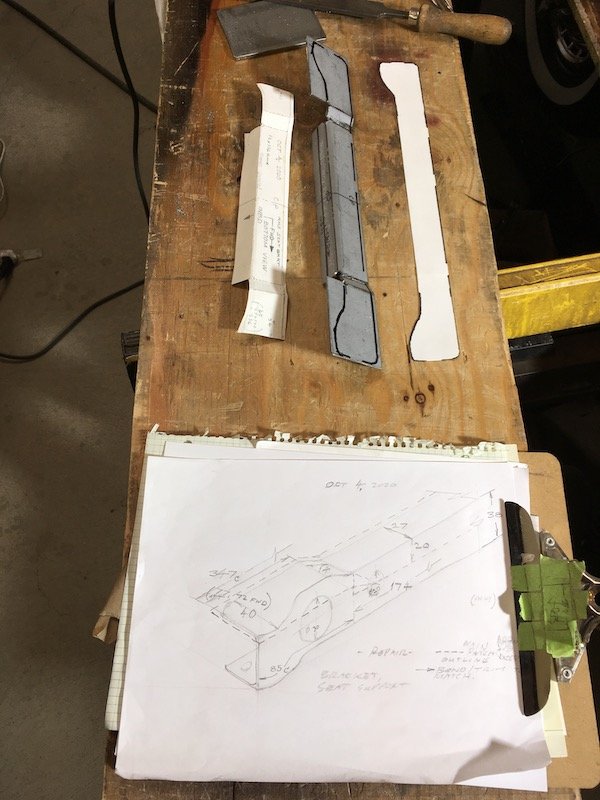
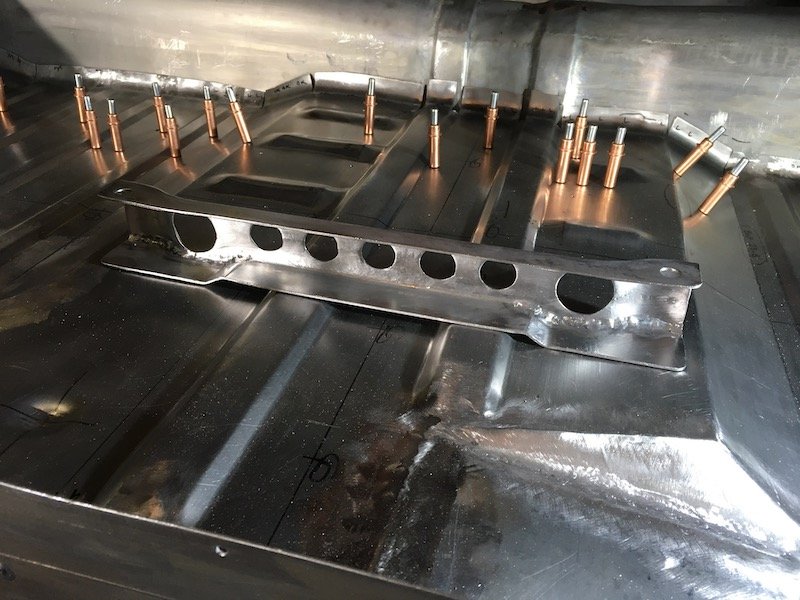
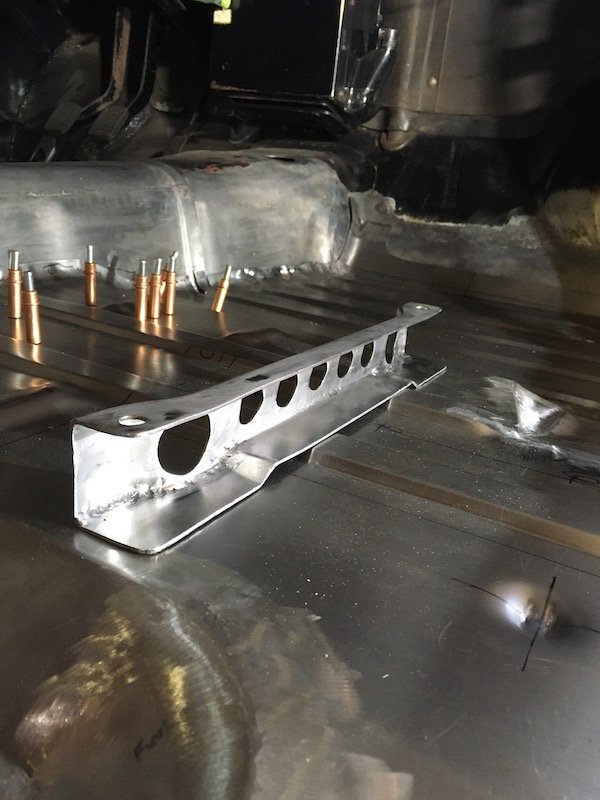
(continued from previous post today) Building the 1961 Datsun 310 Bluebird - RHS floorpan fabrication completed. Started work on this rusty old RHS seat support bracket. Salvage it with repair? Replace it? Make a new one? Chose to cut the rusty half off and salvage it. Made a sketch and got to work on the base using 2 mil thick steel. Easy to weld with a TIG compared to the thin stuff at least! The rest follows naturally and was a fun mini project. Tacked the new base half on with a MIG, filled in with small pieces on the ends and then TIG welded it the rest of the way. After trim of excess and smoothing the edges a bit. I had an existing hole on the top salvaged half rail that was not original and plugged it. Turned out ok with some of the weld in the fillet left unground. The seat bracket In its future location. The Clecos in the background btw were just an experiment and I used Teks instead for temp assembly as noted in prior post. I'll make third post tonight and wrap it up. Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
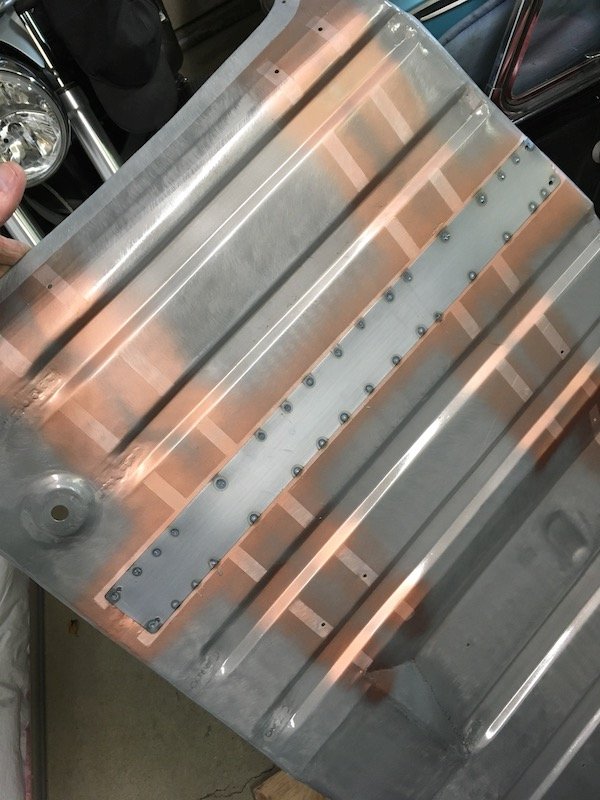
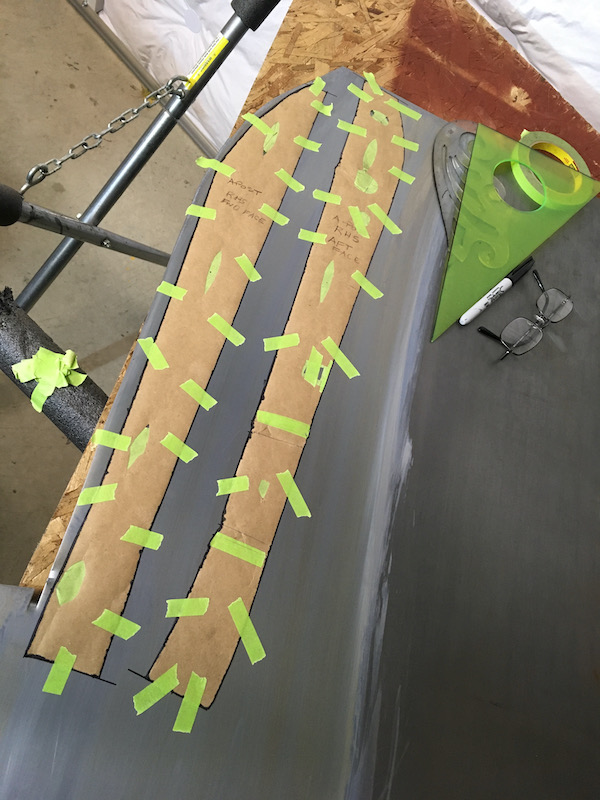
Building the 1961 Datsun 310 Bluebird - RHS floorpan fabrication completion. More progress on the Bluebird RHS floorpan. I've done a lot of work. Started by fully welding up the tacked up butt weld joints shown previously. Used mostly MIG process (tack, tack, tack and grind excess). Then used a large piece of cardboard to rough out the edge trim contour. Got it relatively close and then rolled a large washer with a marker on the ID to get the contour line against the tunnel. Final trimmed shape of the cardboard. Set the it on the pan and trimmed it. Left a uniform amount of excess to transition with a fillet against the tunnel. Blended the edge end of corrugations flat by making a couple cuts on each, pounding flat and welding. Then made a 90 degree flange to mate with the inner sill plate. The beat and rolled the tunnel edge into a fillet with hammer and dolly. Then did a somewhat successful first rough trial fit. Looks ok from a distance but up close it needs more finesse. Formed some stiffening bumps, same as factory floor, with homemade tools of plywood (male/female blocks), chuck of plastic pipe, deep socket and a big hammer. The forming process pulled in some adjacent metal on the ramps which were easily panel beaten back to shape. Cleaned up the hat section underside support that was salvaged and temporarily attached it. First with some Clecos, then later on used Teks. Wrong application for regular low tension Clecos due to the undulating contour and minor mismatch. Pounded in some depressions for the two body mount bolt locations. Also attached the stub at the extreme forward end to mate with the toe board. Running out of the allotted pic upload limit. More soon with repairs to the salvaged seat support bracket and other parts/stuff. Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Projects and Build Ups
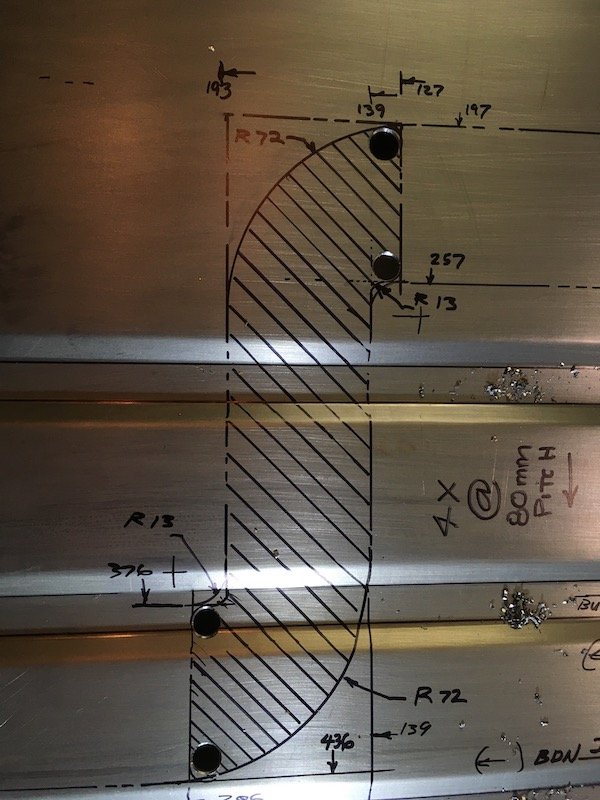
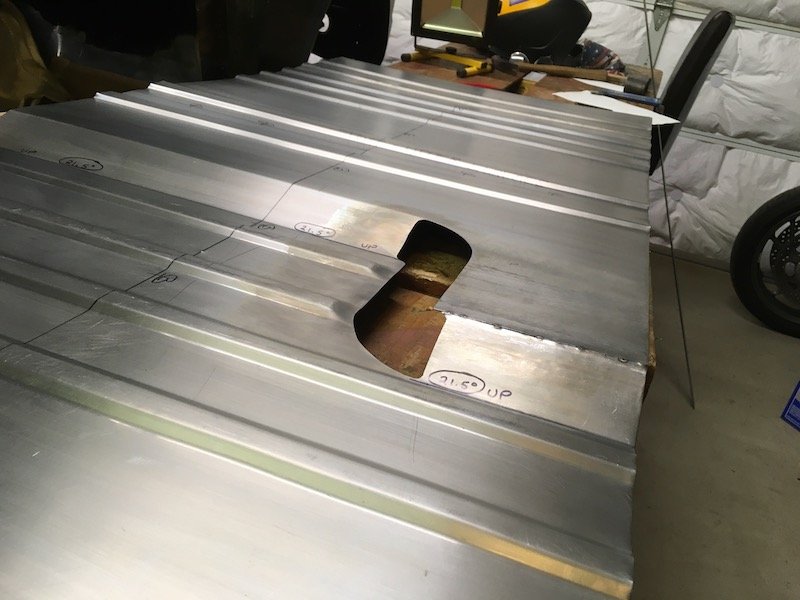
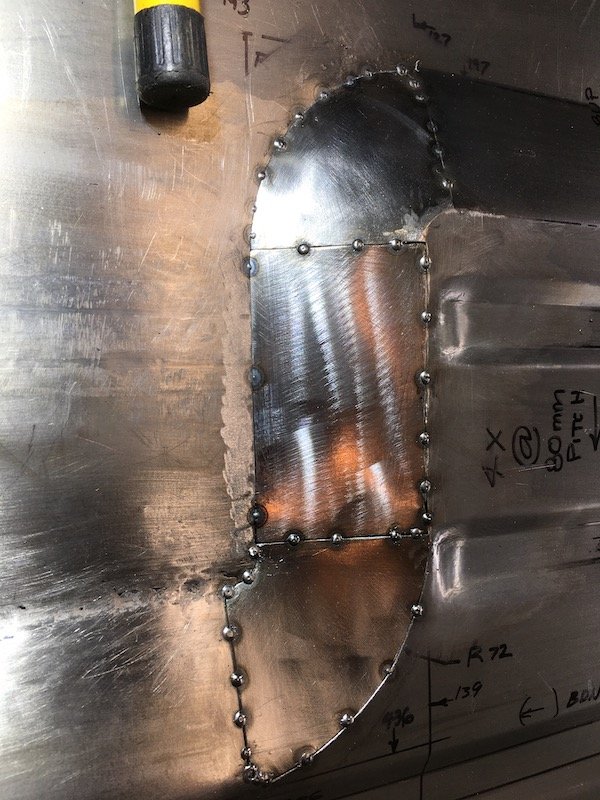
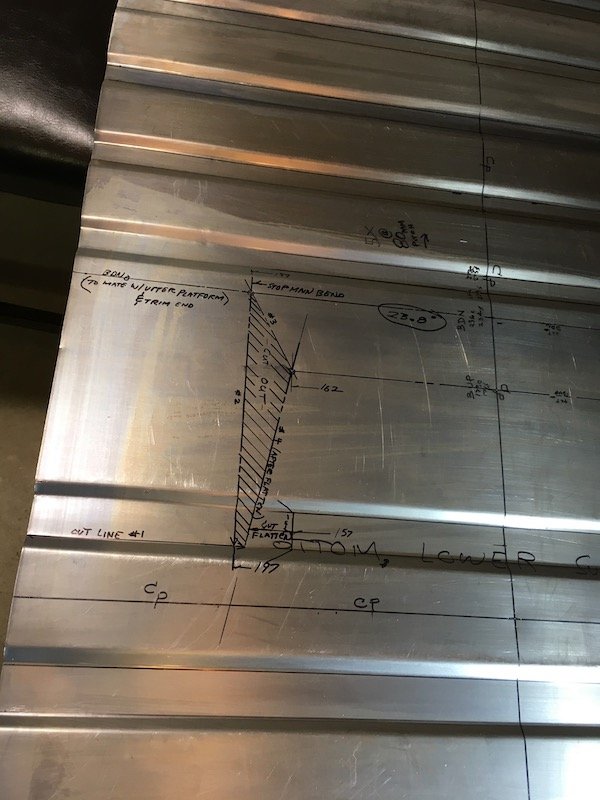
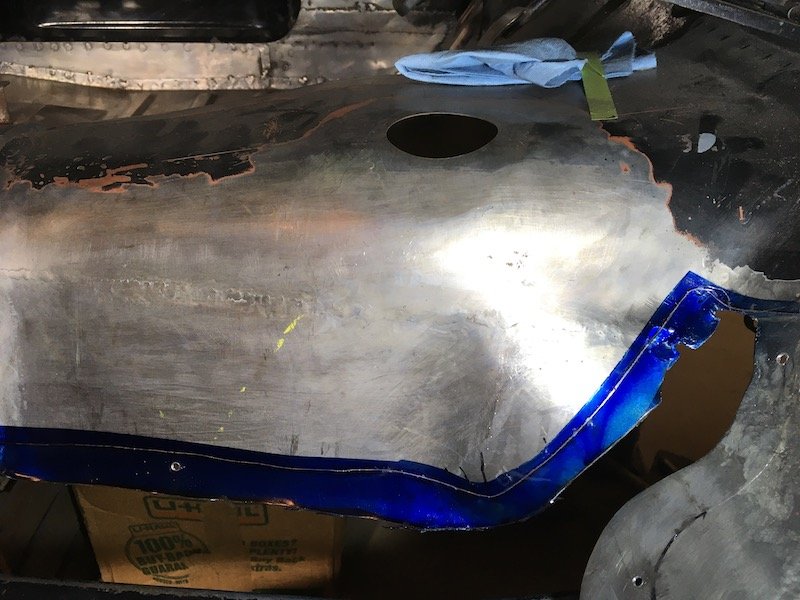
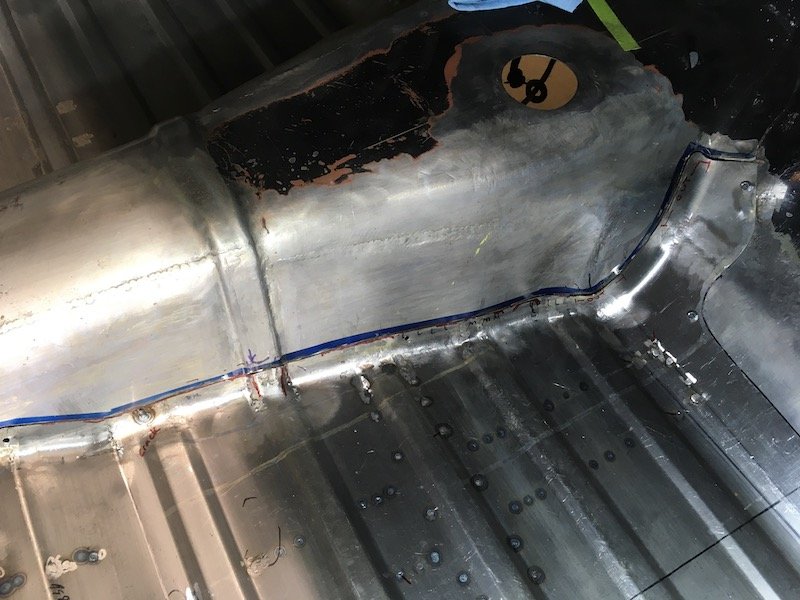
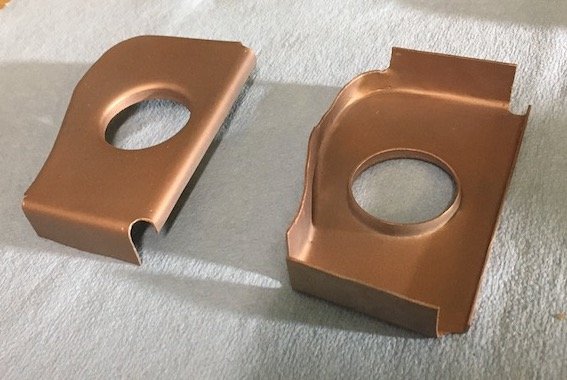
Building the 1961 Datsun 310 Bluebird - RHS Floorpan fabrication and incremental forward progress. Took some vacation time off in July and travelled through the North Cascades and scablands of Washington state in a rented RV. Alta Lake state park. Sun Lakes Dry Falls state park. Back at it now on the Datsun Bluebird RHS floorpan. Made the the "3D" shapes that define the platform for the B-post body mount and the front footwell to front seat platform transition. Cut and welded flat the corrugation ends to match factory original. Started with laying out the cutout for the B-post body mount transition area on the underside. Drilled holes on the corners of the layout and inserted a pneumatic body saw. All cut out. Then cleaned it up a bit with various files. Flattened the adjacent corrugations to factory config and cut the transition step. Bent the floorpan to create the transition step down to the rear footwell. Trimmed the excess material and tack welded top edge of rearmost transition. Made a couple of 1/4 conical shapes, formed and trimmed to fit. Tack welded them in. Then made a rectangle piece and tacked it in. Overview of that completed "3D" mini-project. Then, moving forward, did a layout to start the front footwell to front seat platform transition between the side of seat and inner sill. On a right hand steer car this is where the hand brake lever would be. Underside shown. Cut out the metal and massaged the corrugations. Then bent the pan to match factory shape to lower front footwell dropdown. Trimmed and tack welded the top of the slight sloped section. Tacked in a triangle piece. Marked out the cut lines to relieve the remainder of the soon to be flattened corrugations. Corrugation ends formed, flattened and relief cuts tack welded. Upper surface shown. Plan is to TIG weld between all the many MIG tacks, thus I've strived to keep panel gaps to a minimum. Since I'm less than a beginner at TIG, I'm sure it will be a challenge for me. A bunch of my practice sessions have shown that fact. Anyway, I think it will fun to learn TIG, eventually, I just hope I don't vaporize too much metal along the way. Thanks for reading. More progress to be made in a few weeks hopefully. Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/
- 75 replies
-
- 17
-
-
MARTS-PL310 61 Datsun Bluebird Sedan
MARTS-PL310 replied to MARTS-PL310's topic in Project Discussion
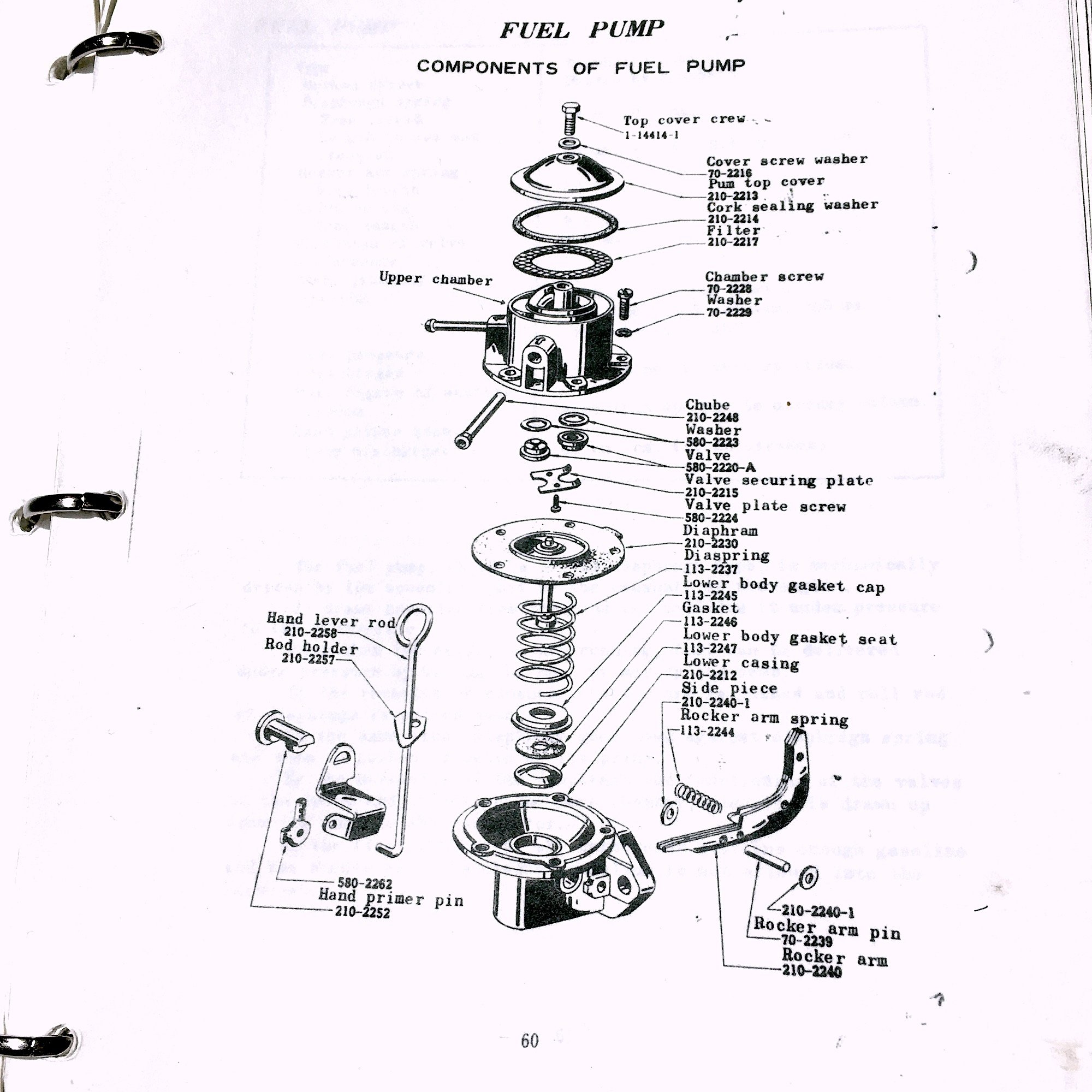
Another diversion from rust repair was had. Rebuilt the 310 Datsun Bluebird fuel pump. A quick job that provides the satisfaction of finishing something in one go. Found a repair kit in oz several years ago and just hung onto it. Replacement pumps are a bit scarce and I didn't much like running it with a noisy electric. Anyway, it's good to go now, at least until the ethanol laced fuel ruins it again. The 310 Bluebird FSM is quite handy. There are several interesting pages dedicated just to the fuel pump. This is one. Learned a few new words. Chube, Diaspring, Pum. ; ) Discussion: https://oldschool.co.nz/index.php?/topic/60267-marts-pl310-61-datsun-bluebird-sedan/ Build: https://oldschool.co.nz/index.php?/topic/60264-marts-pl310-61-datsun-bluebird-sedan/























































































































































































































































.jpeg.f51a899fbb62ee27267b4ca377d73c80.jpeg)
.jpeg.7db9077b86fe69e11960d3ceae544c3e.jpeg)


.jpeg.8afdd05501f43716ec94a1f42f2aca49.jpeg)
.jpeg.bf9461cdfee647ef18a382085a9ddeb8.jpeg)