Not-a-number
-
Posts
265 -
Joined
-
Last visited
-
Days Won
7
Content Type
Forums
Downloads
Events
Gallery
Everything posted by Not-a-number
-

Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Chassis Update: My Dads been working away on this when he has a spare minute. Been making various press tools and working out a process. Starting to look like a chassis rail! Not the easiest way of doing it but definitely the most authentic! Also if anyone needs a clock or a barometer restored hes your go to. As long as it doesnt take away chassis building time!- 144 replies
-
- 65
-

-

-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Got the sump inner core pattern assembled and painted. Should be a lot easier to sand than the outer pattern! This gives a visual on what its making. The main inner core. A couple of smaller cores attach to it.- 144 replies
-
- 22
-
-
Yeah that’s exactly the plan. Was just going to use a 2in router bit or something to make a couple of half rounds on each section join. Ideally I won’t need to split the sections from each other at all. I will then build a frame around them to hold them together once I remove the mould box (could maybe keep it in the mould box but the foundry is pretty rough and it would probably get wrecked)
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Got the mould box done. Just need to sort the partition mounting.- 144 replies
-
- 14
-
-
Exactly. This is what I keep a check on all the time. Im not doing sand casting because I want it to be a hobby. Im doing it because I need the parts.. So I dont like getting bogged down in stuff that isnt moving things forward. I do want to get good at it because I have a lot parts to do, so I do spend more time testing different approaches to pattern prep and runner systems by doing several castings. I can do 30-40kg of sand at a time so if I partition off the pattern I can work my way through it at home. Once Ive figured out how well the assembly goes together then Ill go to the foundry and fill the sand in one piece. This was todays job.

-
Ive been looking at continuous mixers quite seriously. How I could make a small one etc. They are a horizontal auger with a center mixing section that have apposing and varying angled paddles. The resin is injected at a point a long the mix. If its a 3 part resin you do a pre mix (like you normally do). Ive used them at the foundries before and youre right about keep things clean. An initial un mixed amount comes out that you set aside (which you can throw into the pattern in the right place). Then when youre finished you have to do the same, keep running sand with not resin for quite a while. So even with a small mixer you would end up wasting a bit of sand.
-
Awesome work! Moulds look great. I am definitely trying to reduce the sand in these big moulds because its going to be hard to pack and hard to handle. Should be able to save 100kg on the big mould. Good idea on removing the catalyst. I havnt considered that but it kind of makes sense. It would be awesome if it took a few hours to go off! Even if it took days! I use a mortar mixer and 10L buckets. It is a workout when youre doing a bunch of transferring to make sure everything is mixed and you only have 30mins to do the whole thing! Ive been considering a big cake mixer.
-
Thanks for the info. Ill look into it. Whats the longest cure time you think is possible? I need to be able to mix 350lb worth and pack into reasonably detailed areas. So I think I would need atleast an hour from when the catalyst is added. Maybe even more with that big quantity because its pretty hard work. At the moment I can cleanly mix 15kg batches which take about 25-30mins to go off (if I chill them down before adding catalyst). I can easily do 30kg moulds and have done 45kg before. Anything more than that and the first batch starts to go off.
-
The sand cant be re used for moulds that I know of but it can be 'recycled' into fill for roads etc. If the foundry wants to send it to the place to do that. Kind of like when you 'recycle' a glass bottle it just ends up ground up in a road. It would be hard to re use it in casting even if you ground it up and re sieved it. The old epoxy would absorb moisture which would mess with the new epoxy and then outgas when the metal hits it. You could probably grind it up, burn the epoxy off, wash it, dry it then sieve it. But that would be hard to justify since the sand costs 50cents a kg.
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
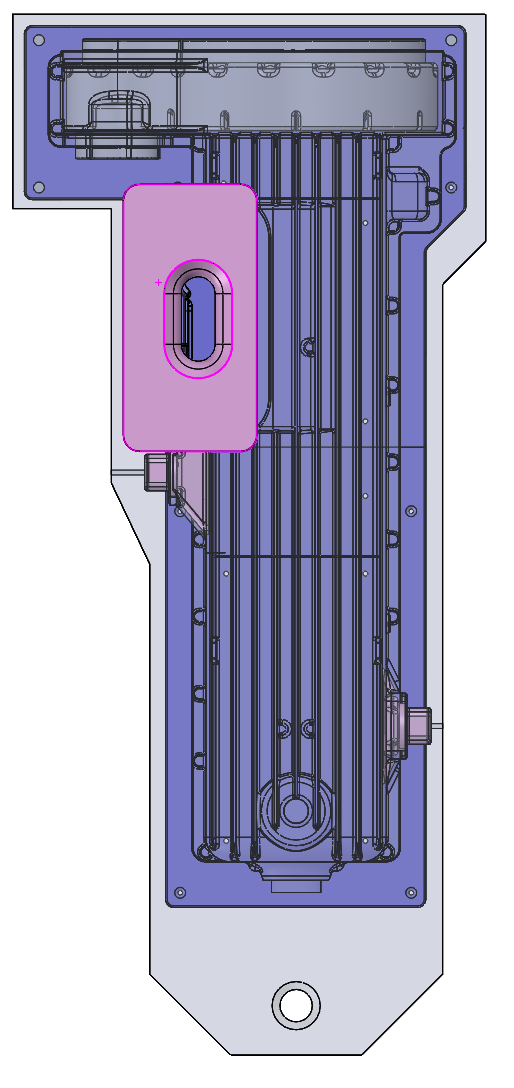
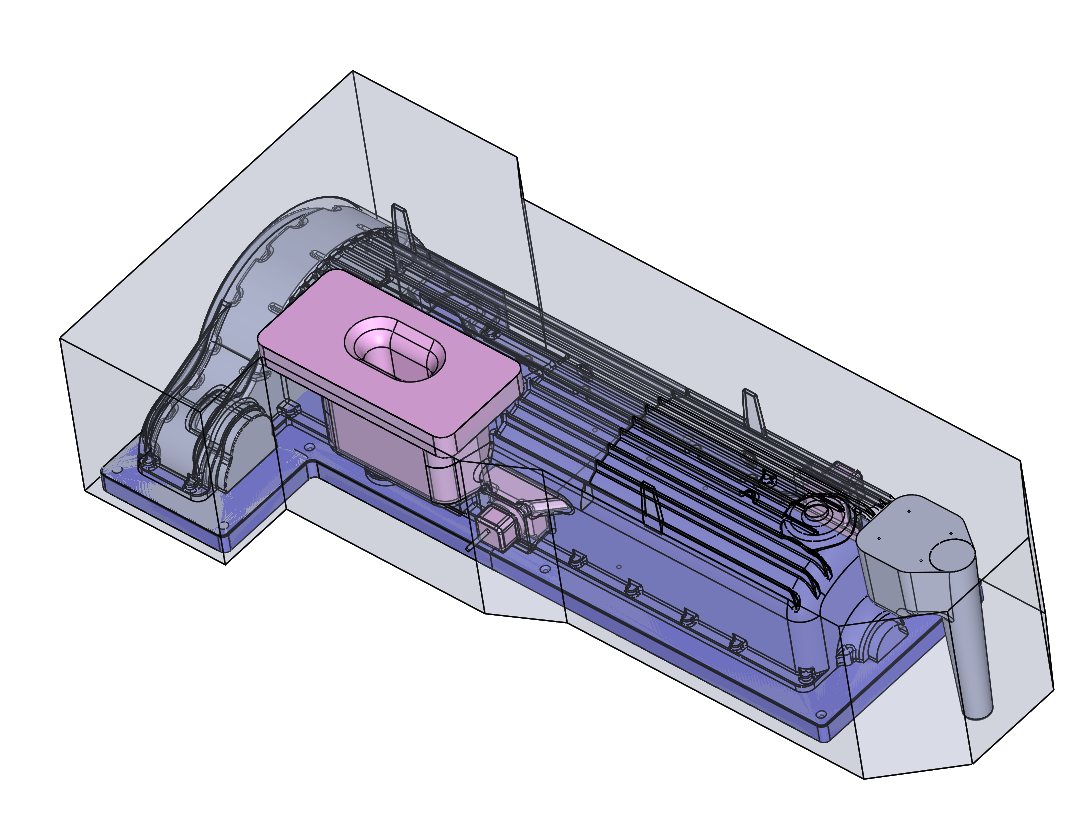
Since I can only safely mix 30kg of sand at once Ive made some partitions over the pattern for 30kg sections. Will do some sequence of removing walls and work along the pattern. Probably key the sand together as I go so hopefully it doesnt shift around. The base is an overly complicated 30mm spacer that the inner cores align to. Could have done it out of wood but when you have a big printer why not! Once Ive figured out if the pattern works I will be able to fill it at the foundry in one go without partitions.- 144 replies
-
- 33
-
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
High build primer is like sanding chalk! Coming out ok but taking a lot of sanding!- 144 replies
-
- 23
-
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Runner system printed.- 144 replies
-
- 23
-
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
These are 'feet' for the sump. So the engine can stand upright. Good chance ill break them off at some point so I printed a hole up them and bonded in some steel dowels. Started bogging.- 144 replies
-
- 21
-
-
Ill do a timelapsy video for the Sump. What sort of stuff do you guys like to see in a video like the last one?
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Fitting up well. Inserts and removable pieces are looking good. Its going to take a bit of bog before paint and a lot of sanding afterwards.- 144 replies
-
- 27
-
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Starting on the sump. Its going to be a pretty big job!- 144 replies
-
- 36
-
-
Techniset 6435 with catalyst 712. Its a 3 Part system. Part 1 + 2 = 1.8% of sand mass P3 = 3% of Part 1. Sand is #90 so quite fine. 3 part system works way better than the 2 part I used in NZ. Mixes really evenly with hardly any effort.
-
Ketchup* since im in America. *actually ceramic core paste
-
Haha. Low 30s... In the shade.
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Did bit of a time laps video of the camtree casting. Not great but its a start.- 144 replies
-
- 35
-
-
-
Nothing, just that it will be harder to do by hand. Hopefully not but probably. Ive heard if it was G350 that would probably crack and distort it. Since it would be locally annealing.
-
4mm mild steel. Though they did them out of G350 by accident. So that may or may not suck. Hopefully they can replace them with mildsteel.
-
The mandrel is spaced apart like that so that if we cant form it by hand and need to make hydraulic tooling theres some room to put it behind the rail. Ideally it would only be 100mm apart. Save some weight!
-
Bugatti T57/59 Engine Project
Not-a-number replied to Not-a-number's topic in Projects and Build Ups
Chassis mandrel finished! Exciting stuff. Brunton Engineering in Palmy did an awesome job. If you need fab work Id definitely recommend.- 144 replies
-
- 34
-